- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис. 8.11. Контрольная карта
Статистические методы контроля качества
Среди статистических методов контроля качества наиболее распространены так называемые семь инструментов контроля качества:
· 1) диаграмма Парето (Pareto Diagram);
· 2) причинно-следственная диаграмма Исикавы (Cause and Effect Diagram);
· 3) контрольная карта (Contrat Chait);
· 4) гистограмма (Histogram);
· 5) диаграмма разброса (Scatter Diagram);
· 6) метод расслоения (Stratification);
· 7) контрольные листки.
В своей совокупности эти методы образуют эффективную систему методов контроля и анализа качества. Семь простых методов могут применяться в любой последовательности, в любом сочетании, в различных аналитических ситуациях, их можно рассматривать и как целостную систему, и как отдельные инструменты анализа. В каждом конкретном случае предлагается определить состав и структуру рабочего набора методов.
Семь инструментов контроля качества активно используются японскими фирмами.
1. Диаграмма Парето позволяет наглядно представить величину потерь в зависимости от различных объектов; представляет собой разновидность столбиковой диаграммы, применяемой для наглядного отображения рассматриваемых факторов в порядке уменьшения их значимости.
В 1897 г. итальянский экономист В. Парето предложил формулу, описывающую неравномерность распределения благ. Эта же идея в 1907 г. была графически проиллюстрирована на диаграмме американским экономистом М. Лоренцом. Оба ученых показали, что чаще всего наибольшая доля доходов или благ принадлежит небольшому числу людей.
Известный американский специалист по управлению качеством Дж. Джуран применил этот подход в области контроля качества. Это дало возможность разделить факторы, влияющие на качество, на немногочисленные существенно важные и многочисленные несущественные. Оказалось, что, как правило, подавляющее число дефектов и связанных с ними потерь возникает из-за относительно небольшого числа причин.
Дж. Джуран назвал этот подход анализом Парето.
Для построения диаграммы Парето исходные данные представляют в виде таблицы, в первой графе которой указывают анализируемые факторы, во второй - абсолютные данные, характеризующие число случаев обнаружения анализируемых факторов в рассматриваемый период, в третьей - суммарное число факторов по видам, в четвертой - их процентное соотношение, в пятой - кумулятивный (накопленный) процент случаев обнаружения факторов.
Начинают построение диаграммы Парето с того, что на оси абсцисс откладывают данные графы 1, а на оси ординат - данные графы 2, располагаемые в порядке убывания частоты встречаемости. "Прочие факторы" всегда располагают на оси ординат последними; если доля этих факторов сравнительно велика, то необходимо сделать их расшифровку, выделив при этом наиболее значительные.
По этим исходным данным строят столбиковую диаграмму (см. рис. 8.9), а затем, используя данные графы 5 и дополнительную ординату, обозначающую кумулятивный процент, вычерчивают кривую Лоренца. Возможно построение диаграммы Парето, когда на основной ординате откладывают данные графы 4; в этом случае для вычерчивания кривой Лоренца нет необходимости включать в диаграмму дополнительную ординату (именно этот вариант диаграммы наиболее распространен на практике).
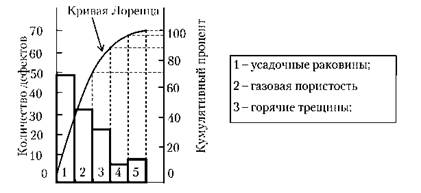
Рис. 8.9. Диаграмма Парето по видам дефектов литья
Определяющим достоинством диаграммы Парето является то, что она дает возможность разделить факторы на значительные (встречающиеся наиболее часто) и незначительные (встречающиеся относительно редко). Например, анализ диаграммы, представленной на рис. 8.9 (а также кривой Лоренца), показывает, что усадочные раковины, газовая пористость и прочие трещины в литых деталях составляют 89,5% всех несоответствий. Следовательно, с устранения именно этих несоответствий следует начинать работу по обеспечению качества деталей.
Диаграмма Парето часто обнаруживает закономерность, получившую название "Правило 80/20", основанную на принципе Парето, согласно которому большая часть следствий вызывается относительно немногочисленными причинами.
Применительно к анализу несоответствий данная закономерность может быть сформулирована следующим образом: обычно 80% обнаруженных несоответствий связано лишь с 20% всех возможных причин.
Кроме выявления и ранжирования факторов по их значимости диаграмма Парето с успехом применяется для наглядной демонстрации эффективности тех или иных мероприятий в области обеспечения качества: достаточно построить и сравнить две диаграммы Парето - до и после реализации каких-либо мероприятий.
2. Причинно-следственная диаграмма предложена в 1953 г. К. Исикавой ("диаграмма Исикавы"). Диаграмма представляет собой графическое упорядочение факторов, влияющих на объект анализа (рис. 8.10).
Главным достоинством диаграммы Исикавы является то, что она дает наглядное представление не только о тех факторах, которые влияют на изучаемый объект, но и о причинно-следственных связях этих факторов.
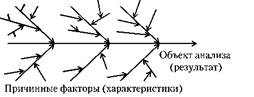
Рис. 8.10. Диаграмма Исикавы
При построении диаграммы Исикавы к центральной горизонтальной стрелке, изображающей объект анализа, подводят большие первичные стрелки, обозначающие главные факторы (группы факторов), влияющие на объект анализа.
Далее к каждой первичной стрелке подводят стрелки второго порядка, к которым, в свою очередь, подводят стрелки третьего порядка и т.д. до тех пор, пока на диаграмму не будут нанесены все стрелки, обозначающие факторы, оказывающие заметное влияние на объект анализа в конкретной ситуации. Каждая из стрелок, нанесенная на схему, в зависимости от ее положения представляет собой либо причину, либо следствие: предыдущая стрелка по отношению к последующей всегда выступает как причина, а последующая - как следствие.
Главная задача при построении диаграммы - обеспечение правильной соподчиненности во взаимозависимости факторов, а также четкое ее оформление.
При структурировании диаграммы на уровне первичных стрелок факторов во многих реальных ситуациях можно воспользоваться предложенным самим Исикавой правилом "пяти М" (materials, machines, methods, measuring, men - материалы, машины, методы, измерения, люди). Это правило состоит в том, что в общем случае существуют пять возможных причин тех или иных результатов, связанных с причинными факторами.
Детализированная диаграмма Исикавы может служить основой для составления плана взаимоувязанных мероприятий, обеспечивающих комплексное решение поставленной при анализе задачи.
3. Контрольная карта была предложена в 1924 г. У. Шухартом. Она строится на бланке (формуляре), на который нанесена сетка из тонких вертикальных и горизонтальных линий.
По вертикали на карте отмечают выбранную статистическую характеристику наблюдаемого параметра (например, индивидуальное или среднее арифметическое значение, медиану, размах и др.), а по горизонтали - время или номер контрольной выборки.
Так, на карту средних арифметических значений предварительно наносят:
-горизонтальную центральную линию, соответствующую значению центра допуска (ЦД) (при этом значении технологическая операция считается оптимально налаженной)
;- две горизонтальные линии пределов установленного нормативной документацией технологического допуска (верхнего - Тв и нижнего - Ти);
-две горизонтальные линии, являющиеся границами регулирования значений контролируемого параметра (верхняя - Рви нижняя - Рн).
Границы регулирования ограничивают область значений регулируемой выборочной характеристики, соответствующей удовлетворительной наладке технологической операции (если контролируемый параметр задан односторонней нормой, то на контрольную карту наносится только одна граница регулирования) (рис. 8.11).
Для лучшего восприятия контрольной карты ее центральную линию и границы целесообразно обозначать разными цветами, например, центральную линию - зеленым, допусковые границы - красным, границы регулирования - черным.
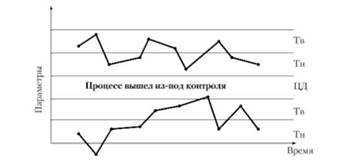
Рис. 8.11. Контрольная карта
Границы регулирования рассчитываются с учетом принятого распределения значений контролируемого параметра и дополнительной вероятности получения ложного предупредительного сигнала о разладке операции. Доверительный интервал указывает, внутри каких границ ожидается истинное значение статистической характеристики.
Работа с контрольной картой сводится к тому, что по данным наблюдения за значениями контролируемого параметра устанавливается, находится ли этот параметр в границах регулирования, и на основании этого принимается решение о том, налажена ли технологическая операция или разлажена.
Решение о разладке операции принимается при выходе хотя бы одного наблюдения, фиксируемого на карте в виде точки, за границы регулирования. Однако еще до выхода точек за границы регулирования контрольная карта даст возможность судить о наметившихся нарушениях технологической операции по следующим признакам:
· o вблизи границ регулирования появляется несколько последовательных значений контролируемого параметра;
· o значения распределяются по одну сторону от центральной линии, т.е. среднее значение смещается относительно центра настройки (о наличии систематического отклонения свидетельствует, например, расположение подряд семи значений выше или ниже средней линии, а также расположение 10 из 11, 12 из 14, 14 из 17 и 16 из 20 значений по одну сторону от средней линии);
· o значения контролируемого параметра сильно разбросаны;
· o намечается тенденция приближения значений контролируемого параметра к одной из границ регулирования.
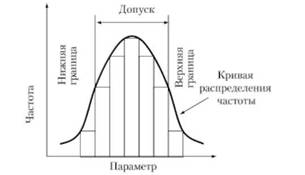
· 4. Гистограмма (см. рис. 8.12) представляет собой столбчатый график и применяется для наглядного изображения распределения конкретных значений параметра по частоте повторения за определенный период времени (неделя, месяц, год).
При нанесении на график допустимых значений параметра определяется, как часто этот параметр попадает в допустимый диапазон или выходит за его пределы.
Построение гистограммы ведется в следующей последовательности:
· а) составляется таблица исходных данных;
· б) оценивается размах анализируемого параметра;
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|