- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Инструкционная – технологическая карта.
Инструкционная – технологическая карта.
Тема: «Рубка металла»
Цель :научиться рациональной организации рабочего места; приёмам закрепления деталей, нанесения ударов, заточки инструмента, рубки, разрубания и прорубания; обращению с механизированным инструментом.
| Инструменты | Материалы | Оборудование |
| • Слесарные молотки массой 500…600 грамм; • Зубила; • Крейцмейсели; • Канавочники; • Шаблоны; • Чертилки; • Кернеры; • Штангенциркули; • Масштабные линейки. | • Заготовки металла различной толщины; • Заготовки из листового металла до 3 мм толщины; • Заготовки полосового металла; • Заготовки круглого металла; • Заготовки металла с вогнутой поверхностью | Оборудование: • Слесарный верстак; • Тренировочные приспособления; • Предохранительные очки; • Решетчатые подставки под ноги; • Тиски; • Защитные экраны; • Заточной станок; Приспособления: • Наковальни; • Плиты; |
| Технологический процесс | Указания и пояснения |
1. Установка высоты тисков по росту работающего.

| 1. При работе на параллельных тисках согнутую в локте левую руку поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. |
2. Отработка рабочей позы и приемов захвата инструмента.
 

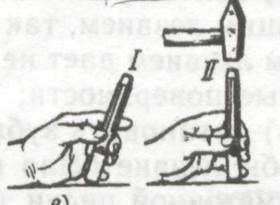
| 1. Встать вполоборота к оси тисков примерно под углом 40÷45º. 2. Левую ногу выставить на полшага вперед. 3. Молоток взять правой рукой за ручку на расстоянии 15÷30 мм от ее конца; ручку обхватить четырьмя пальцами и прижать к ладони; большой палец наложить на указательный, а все пальцы крепко сжать. 4. Зубило взять левой рукой за среднюю часть на расстоянии 20÷25 мм от конца ударной части; сильно сжимать зубило не следует, его нужно только держать и направлять в определенное положение по месту рубки. |
3. Отработка приемов нанесения ударов молотком.


| 1. Кистевой удар молотком производится раскачиванием только за счет изгиба кисти. 2. Локтевой удар применяется при обычной рубке (при снятии слоя средней толщины металла). • Плечевой удар применяется при рубке толстого слоя металла и обработке больших плоскостей. Важно: удары должны быть меткими (приходиться прямо по вершине закругленной части зубила) и равномерными (со скоростью примерно 60 ударов в минуту при легкой рубке и 40 ударов – при тяжелой). |
| 4. Разрубание и вырубание металла. | |
• Разрубание металла на плите.

| 1. Разметить мелом места разрубания с обеих сторон заготовки. 2. Установить заготовку на массивной плите, обеспечив ее плотное прилегание к опоре. 3. Надрубить ее на половину толщины. Рубить локтевыми или плечевыми ударами в зависимости от толщины. 4. Надрубить полосу с обратной стороны. • Осторожно переломить надрубленную полосу в тисках или на ребре плиты. |
• Разрубание круглого металла.

| 1. Разметить мелом места разрубания. 2. Установить зубило вертикально на риски; наносить плечевые удары; поворачивая заготовку после каждого удара, постепенно углублять разрез. • Отломить после многократного надрубания надрубленную часть. |
• Вырубание заготовок из листового металла.

| 1. Разметить заготовку. 2. Взять зубило с закругленным режущим лезвием. 3. Установить зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски, затем придать зубилу вертикальное положение. 4. Отступив от разметочной риски на 2-3 мм, легкими ударами по зубилу надрубить контур, а затем рубить по контуру, нанося по зубилу сильные удары. • Перевернуть лист, рубить по ясно обозначенному на противоположной стороне контуру; вновь перевернуть заготовку другой стороной, закончить рубку. |
5. Рубка металла по уровню губок тисков.
Вариант 1.
 Вариант 2.
Вариант 2.

| 1. Нанести на поверхность заготовки разметочную риску. 2. Зажать и выверить заготовку в тисках так, чтобы разметочная риска была параллельна губкам тисков и выше на размер части заготовки, уходящей в стружку. 3. Принять рабочую позу, правильно установить зубило, заготовка не должна выступать за правый торец губок тисков. 4. Рубку выполнять локтевыми ударами; серединой лезвия зубила, снимая стружку толщиной 2-3 мм; соблюдать положение зубила по отношению к заготовке (углы установки), после каждого удара передвигать зубило справа налево. 5. Проверить масштабной линейкой линию среза – она должна быть прямой (отклонение ± 0,5 мм). |
6. Рубка металла выше уровня губок тисков (рубка по разметочным рискам).
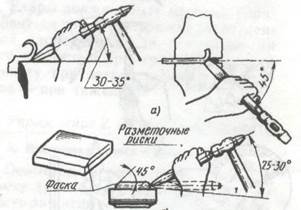
| 1. Нанести на поверхность заготовки параллельные разметочные риски (расстояние между ними 1 мм). 2. Установить размеченную заготовку, выверить и зажать между губками тисков в средней части таким образом, чтобы разметочная риска, по которой нужно рубить, была параллельна губкам тисков, и по уровню выше их на 10-15 мм. 3. Правильно установить зубило. 4. Снять фаску на стороне заготовки противоположной той, с которой начинают рубку. 5. Рубить поверхность локтевыми ударами, серединой зубила по разметочным рискам. 6. Толщина снимаемого слоя должна быть одинакова по всей длине (не более 0,5 ÷ 1,0 мм, а при чистовой рубке – 0,2 ÷ 0,5 мм). 7. Проверить масштабной линейкой линию отреза – допустимое отклонение от прямолинейности ± 0,5 мм. |
7. Обрубание плоскости металла (рубка широких поверхностей).

| 1. Нанести на поверхности заготовки разметочные риски на ширине 6-9 мм. 2. Закрепить заготовку в тисках прочно, без перекосов, выше губок тисков на 5-10 мм. 3. Срубить зубилом на переднем ребре на задней и передней сторонах заготовки фаски под углом 45º. 4. Локтевым ударом молотка по головке крейцмейселя прорубить канавки (толщина стружки – 0,5 ÷ 1,0 мм). 5. Срубить и зачистить зубилом выступы. 6. Проверить масштабной линейкой отклонение от прямолинейности (0,02 мм на 100 мм длины). |
| 8. Вырубание канавок в металле. | |
• Вырубание канавок на плоской поверхности.

| 1. Разметить канавки и накернить разметочные риски. 2. Заточить крейцмейсель с поднутрением (см. рисунок). 3. Зажать заготовку в тисках так, чтобы дно канавки было выше губок тисков на 2-3 мм. 4. Прорубить крейцмейселем канавку предварительно (толщина стружки 1-2 мм), а затем окончательно (толщина стружки 0,5-1,0 мм). |
• Вырубание канавок на вогнутой поверхности.

| 1. Разметить канавки на вогнутой поверхности карандашом. 2. Прорубить канавки канавочником сначала от одного края до середины, а затем от другого края до середины. 3. Вырубание канавок производить за три рабочих хода: а). наносить по канавочнику легкие удары молотком, наметив след канавки по разметочным рискам. б). углублять канавку, выдерживая ее профиль и оставляя припуск (0,5 мм) для чистовой рубки. в). выполнять чистовую рубку с двух концов, выравнивая неровности и придавая канавке требуемые глубину, ширину и шероховатость поверхности. 4. Проверить качество вырубания радиусной поверхности (боковые поверхности и дно не должны иметь уступов); ширину и глубину канавок проверить по радиусному шаблону. |
| 9. Заточка инструмента. | |
• Заточка зубила.


| Внимание. При подготовке к заточке инструмента провести подготовку станка к работе: • Проверить надежность защитных устройств; • Обеспечить зазор 2-3 мм между передвижным подручником и заточным кругом; • Опустить защитный экран; • Обеспечить наличие охлаждающей жидкости. 1. Включить заточной станок. 2. Правой рукой взять зубило так, чтобы его головка упиралась в ладонь, большой палец был сверху, а остальные пальцы крепко обхватывали зубило сбоку. 3. Пальцами левой руки взять зубило ближе к острию так, чтобы большой палец был сверху. 4. Положить зубило на подручник фаской к заточному кругу. Осторожно приблизить зубило к кругу и снять с фаски металл ровным слоем. Нажим на зубило делать плавным, легким. 5. Повернуть зубило второй фаской к кругу и снять с нее ровный слой металла. 6. Зубило периодически охлаждать в охлаждающей жидкости. 7. Проверить угол заточки зубила шаблоном или универсальным угломером. |
• Заточка крейцмейселя.
 
| 1. Заточку крейцмейселя проводить аналогично заточке зубила. Помни: При частой заточке крейцмейсель укарачивается и его лезвие делается толще, поэтому надо сошлифовать и обе боковые его грани так, чтобы толщина в месте начала фасок была 2-3 мм. 2. Проверить шаблонами угол заточки и толщину фасок. |
• Проверка углов заточки.
  
| 1. Проверку углов заточки зубила и крейцмейселя, а также толщину фасок крейцмейселя проводить шаблонами или универсальными угломерами. Углы заточки: • Твердые материалы - 70º • Материалы средней твердости - 60º • Мягкие материалы - 45º • Алюминиевые сплавы - 35º |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|