- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Решетчатые конструкции
Решетчатые конструкции
Все решетчатые конструкции разделяют на:
1. плоские (строительные фермы, стойки, арматурные сетки).
2. пространственные (колонки, мачты, каркасы).
Изготавливаются из металла толщиной до 10 мм; суммарная толщина редко превышает 40 – 60 мм.
Длина швов обычно не более 200 – 400 мм; швы различным образом ориентированы в пространстве. Поэтому сварка таких конструкций выполняется полуавтоматом (шланговые) в защитном газе, порошковой или самозащитой проволокой или РДС штучными элементами. Применение автоматической сварки неэкономично, так как здесь короткие, криволинейные и труднодоступные швы.
Такие швы свойственны всем решетчатым конструкциям,
например фермам (рис. 1).
Собирают и сваривают фермы по разметке, по контуру и в кондукторах.
Узлы фермы сваривают последовательно от середины к опорам, так напряжения металла в узлах фермы будут минимальными (рис. 2).
Рис. 1 Узлы стропильных ферм
1 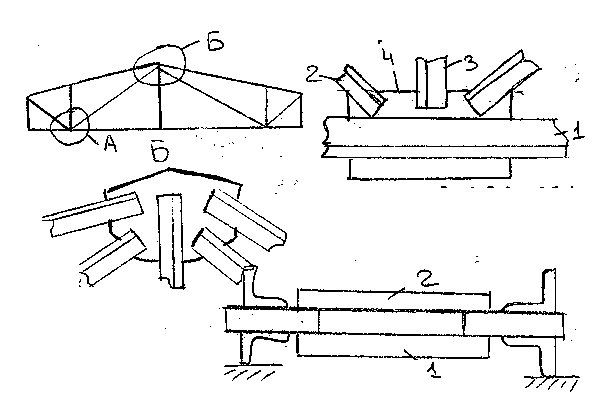 - пояс; 2 - раскос;
- пояс; 2 - раскос;
3 - стойка; 4 - косынка
1 - копир;
2 - полуферма
Рис. 2
При наличии швов различного сечения вначале накладывают швы с большим сечением, а затем – с меньшим.
В решетчатых конструкциях каждый элемент прихватывается с двух сторон швами длиной не менее 30 – 40 мм с катетом шва не менее 5 мм в местах расположения сварных швов. Сборочные прихватки выполняются сварными материалами тех же марок, какие используются при сварке конструкции.
Сварку ведут в нижнем положении от края косынки к центру пересечений осей элементов фермы.
Стержни решетки, например, из уголков, собирают с другими элементами об варкой по контуру, иногда фланговыми или лобовыми швами (рис. 3).
Ф 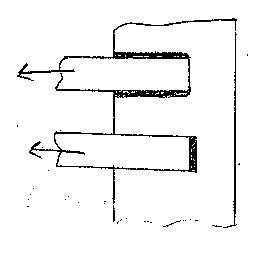 ланговый (боковой)
ланговый (боковой)
Лобовой
Не рекомендуется применять прерывистые швы, и швы с катетом менее 3 мм и длиной 60 мм.
Концы фланговых швов выводят на торцы привариваемого элемента на длину 20 мм (рис. 4), что гарантирует прочность соединений.
В первую очередь выполняют стыковые швы, а затем – угловые (рис. 5).
Близко расположенные друг к другу швы нельзя выполнять сразу; надо охладить тот участок основного металла, на котором будет выполняться второй, близко расположенный шов (рис. 4). Это необходимо для того, чтобы уменьшать, перегрев металла и величину зоны пластических деформаций от сварки; в результате этого работоспособность сварного узла возрастет.
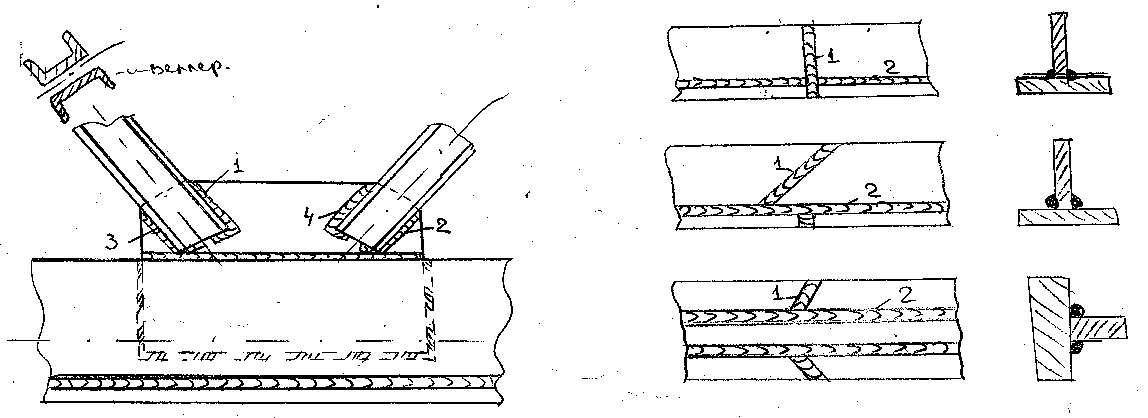
Рис. 4 Порядок выполнения флангового Рис. 5 Последовательность
(продольного) шва: 1 – 4 очередность сварки выполнения швов: 1 – стыковые, 2 – угловые
Контрольные вопросы
1. Сварные конструкции классифицируются:
2. Перечислите виды сварных конструкций.
3. Дайте краткое описание каждому виду конструкций.
4. Выводы.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|