- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Занятие № 21. Группа 15
Занятие № 21
Учебная дисциплина: ОП.01Слесарное дело
Группа 15
ТЕМА: Механизация опиловочных работ
ЦЕЛЬ: Рассмотретьмеханизация опиловочных работ
Литература: https://urpc.ru/student/pechatnie_izdania/015_709212561_Pokrovskiy.pdf
Содержание:
Механизация слесарных работ является одним из основных путей повышения производительности труда и культуры производства. Механизация осуществляется в основном применением ручного электрического и пневматического инструмента, а также опиловочных машинок и станков.
Зачистка и полирование шлифовальными шкурками при помощи универсальных переносных машинок. Шлифовальную шкурку склеивают в виде колец и закрепляют на эластичном основании специальных разжимных головок, которые устанавливают на рабочих концах шпинделей универсальных электрических и пневматических машинок.
Для закрепления шкурки в оправке из инструментальной стали прорезают шлиц в ее торцовой части, в который вводят конец полотна шкурки. Затем шкурку навертывают на оправку, после 1,5 - 2 оборотов конец шкурки завертывают и хвостовиком напильника прижимают к торцу оправки. Таким образом шкурка надежно закреплена на оправке.
Отделочные операции производят шлифовальными шкурками при помощи специальных ручных механизированных инструментов (дисковых шлифовальных машинок), ручными, механизированными инструментами с абразивными лентами или на специальных ленточно-шлифовальных станках.
Электрический напильник конструкции Д. И. Судаковича (рис. 167) предназначен для выполнения различных слесарных и сборочных работ. Длина хода напильника 12 мм, число двойных ходов в минуту 1500, мощность электродвигателя 120 Вт, рабочее напряжение тока 127 и 220 В.
Напильником работает следующим образом. Нажимом на кнопку 7 включается электродвигатель 6. Вращение ротора электродвигателя через зубчатую пару 5 передается коленчатому валу 4, на кривошипную шейку которого насажен шатун 3. При вращении вала шатун получает возвратно-поступательное движение, которое передается через шток напильнику 7, закрепленному в патроне 2.
Особенностью данного электронапильника является то, что его приводной механизм выполнен с двумя шатунами, один из которых соединен шарнирно с напильником, а другой - с балансиром, причем кривошип коленчатого вала привода расположен таким образом, что поступательному перемещению напильника в одном направлении соответствует перемещение балансира в обратном направлении. Благодаря такому устройству достигается взаимное гашение инерционных сил, вызываемых возвратно-поступательным движением напильника и балансира, и устранение вибрации инструмента при его работе.
Применение электронапильника повышает производительность труда примерно в пять раз по сравнению с работой, выполняемой обычным ручным напильником.
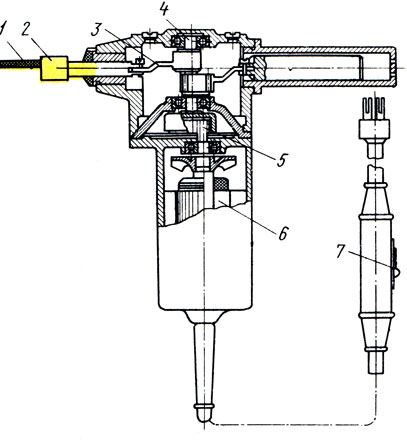
Рис. 167. Электрический напильник: 1 - напильник, 2 - патрон, 3 - шатун, 4 - коленчатый вал, 5 - зубчатая передача, 6 - электродвигатель, 7 - кнопка
Механизированные ручные опиловочные машинки. Механизированные опиловочные машинки с вращающимися инструментами типа мелких фрез диаметром от 1,5 до 25 мм используются широко.
Универсальная шлифовальная машинка с гибким валом и прямой шлифовальной головкой, работающая от асинхронного трех-фазного электродвигателя 7 (рис. 168,а), имеет шпиндель, к которому крепят гибкий вал 2 с державкой 3 для закрепления рабочего инструмента.
Машинка имеет сменные прямые и угловые головки.
Сменные державки позволяют производить опиливание, шлифование в труднодоступных местах и под разными углами.
Прием обработки фрезами-шарошками показан на рис. 168, в, а опиливание круглыми напильниками - на рис. 168, 6.
Подобной конструкции станки могут быть также и подвесными (рис. 169), которые удобны для использования на рабочем месте слесаря.
Опиловочные станки. Применяются два типа опиловочных станков: с возвратно-поступательным движением и вращательным движением, чаще всего с гибким валом (станки типа ОЗС). На станках первого типа применяют напильники различного профиля с крупной и мелкой насечкой.
В опиловочных станках для обработки закаленных деталей (штампов и т. п.) применяют специальный алмазный инструмент.
Станки с гибким валом и вращающимися напильниками особенно удобны при изготовлении штампов, пресс-форм, металлических моделей и т. п.
Опиловочные станки бывают стационарные и переносные.
Передвижной опиловочно-зачистной станок ОЗС (рис. 170) имеет стойку 7 с вилкой 2, в которой закреплен электродвигатель 5 с кнопочным пультом. Шарниры 3 позволяют электродвигатель с укрепленной на нем головкой 4 поворачивать в удобное для работы положение. Инструмент закрепляют в патроне, смонтированном на конце гибкого вала 6. Он получает вращательное движение.
Станок ОЗС имеет следующие приспособления: инстру менгодержатель № 1 со сменными цангами для крепления инструмента с хвостовиками диаметром 6, 8 и 10 мм; инструментодержатель № 2 для крепления инструмента с конусным хвостовиком № 0 и 1; полировальную головку, предназначенную для шлифования, полирования (рис. 171) и снятия заусенцев; пистолет, превращающий вращательное движение гибкого вала в поступательное движение инструмента; напильник и ножовочное полотно; абразивный брусок или шабер.
К станку ОЗС прилагают круглые напильники, пальцевые фрезы, абразивные шлифовальные головки диаметром от 8 до 42 мм, войлочные резиновые и другие полировальные головки диаметром от 6 до 35 мм, сверла, развертки, зенковки и т. п.
Станок ОЗС в нормальном исполнении имеет четыре скорости от 760 до 3600 об/мин. Мощность электродвигателя 0,52 кВт, частота вращения (об/мин) - 1405.
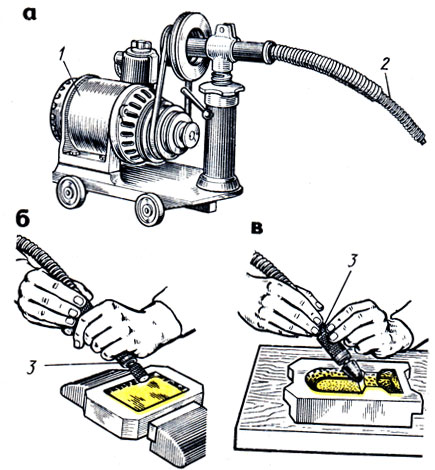
Рис. 168. Универсальная шлифовальная машина С-475 (о), опиливание (б), обработка фрезами-шарошками (в): 1 - электродвигатель, 2 - гибкий вал, 3 - державка с инструментом
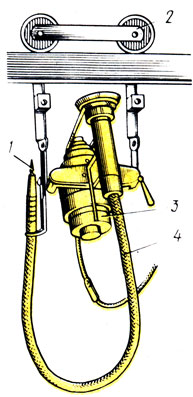
Рис. 169. Опиповочно-зачистная подвесная головка: 1 - инструмент, 2 - головка, 3 - электродвигатель, 4 - гибкий вал
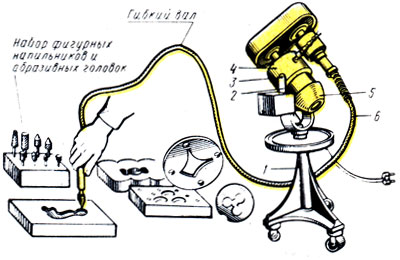
Рис. 170. Передвижной опиловочно- зачистной станок ОЗС: 1 - стойка, 2 - вилка, 3 - шарниры, 4 - головка, 5 - электродвигатель, 6 - гибкий вал
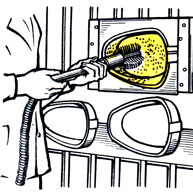
Рис. 171. Работа полировальной головки
Стационарный опиловочный станок "Коммунар" (рис. 172, а) имеет станину 7, на которой закреплена стойка 4 с нижним 3, верхним 5 кронштейнами и штоком 6. Ступенчатый шкив (закрыт кожухом) 2 позволяет регулировать скорость движения напильника. Обрабатываемую деталь ? закрепляют на поворотном столе 9. Установка стола на нужный угол достигается при помощи винта 10.
Хвостовик напильника 7 закрепляют в верхнем кронштейне 5, после чего верхний кронштейн опускают, при этом нижний конец напильника должен войти в конусное углубление нижнего кронштейна 3. Правильность установки напильника между верхним и нижним кронштейнами проверяют угольником. В вертикальное положение напильник устанавливают при помощи винтов, имеющихся в верхнем кронштейне. Пуск и останов станка осуществляют нажимом На педаль 11.
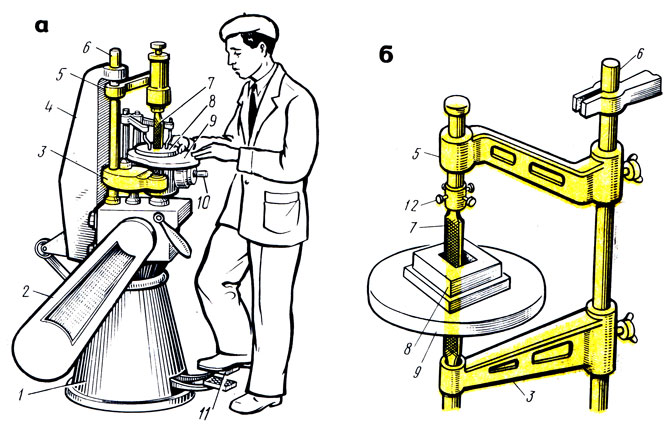
Рис. 172. Стационарный опиповочно-зачистной станок завода 'Коммунар': а - общий вид, б - схема работы; 1 - станина, 2 - шкивы, 3,5 - кронштейны, 4 - стойка, 6 - шток, 7 - напильник, 8 - обрабатываемая деталь, 9 - стол, 10, 12 - винты, 11 - педаль
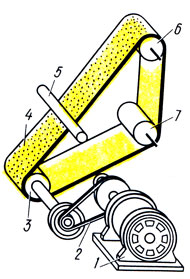
Рис. 173. Ленточно-шлифовальный станок
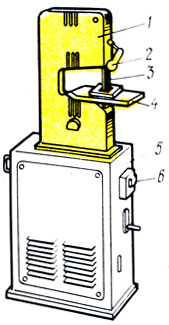
Рис. 174. Опиловочный станок с бесконечной лентой: 1 - верхний кронштейн, 2 - лампа, 3 - бесконечная лента, 4 - стол, 5 - основание, 6 - кнопка включения
При обработке деталей, не требующих высокой точности, эти станки обеспечивают повышение производительности труда в 4 - 5 раз по сравнению с ручной обработкой. На них можно обрабатывать детали различной формы (круглые, трехгранные, квадратные и т. п.) (рис. 172, 6), а также поверхности, расположенные под разными углами. Напильники к станку бывают различных сечений с конической заточкой на конце.
Стационарные опиловочные станки не позволяют производить обработку в труднодоступных местах. В этом случае применяют переносные электрические и пневматические машинки.
Ленточно-шлифовальный станок. На рис. 173 приведена принципиальная схема станка с бесконечной абразивной лентой, в котором вращение от электродвигателя 1 ременной передачей 2 передается валику с ведущим роликом. Бесконечная абразивная лента 4, к которой прижимается деталь 5, проходит через ролик 3, ведомый 6 и натяжной 7 ролики.
Станок с опиловочной бесконечной лентой (рис. 174) внутри основания 5 имеет электродвигатель, редуктор и приводной шкив опиловочной ленты, а натяжной шкив помещается в верхнем кронштейне 1. Опиловочная бесконечная лента имеет ширину от 6 до 12 мм и может перемещаться со скоростью от 25 до 54 м/мин. Для опиливания поверхности деталь устанавливают на стол и прижимают к ленте 3. Станок пускают в работу кнопкой 6.
Домашнее задание:
1. Изучить теоретический материал
2. Составить краткий конспект в рабочей тетради
3. Отправить фото конспекта на e-mail jeky840@gmail .com,
vk https://vk.com/feed, viber 0713987188
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|