- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Занятие № 19. Группа 15
Дата: 02.11.2021
Занятие № 19
Учебная дисциплина: ОП.01Слесарное дело
Группа 15
ТЕМА: Слесарная операция - опиливание металла.
Сущность процесса. Определения. Классификация напильников.
ЦЕЛЬ: Изучить слесарную операцию - опиливание металла. Сущность процесса. Определения. Классификация напильников.
Литература: https://urpc.ru/student/pechatnie_izdania/015_709212561_Pokrovskiy.pdf
Содержание:
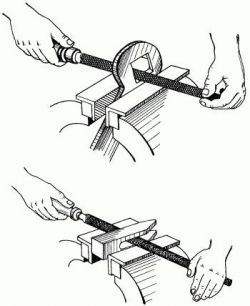
Опиливание – это слесарная металлообработка , во время которой происходит снятие материала с поверхности детали с помощью напильника.
Напильник – это инструмент, который служит для обработки металлов , состоит из многолезвийных режущих элементов, он обеспечивает высокую точность проделываемых работ, а также не значительную шероховатость обрабатываемой поверхности детали. Сама резка металла , проводится качественно и с малой погрешностью.
С помощью опиливание, детали придается нужный размер и форма, подгоняют деталь друг под друга и проводят множество других работ. Напильниками обрабатывают металлы различной формы: криволинейные поверхности, плоскости, пазы, отверстия различных форм, канавки, различного рода поверхности и т.д. Припуски во время опиливания оставляют небольшого размера - от 0.55 до 0.015 мм. А погрешность после проведенной работы может составляет от 0.1 до 0.05, а в определенных случаях еще меньше – до 0.005 мм., что обеспечивает качественную металлообработку /
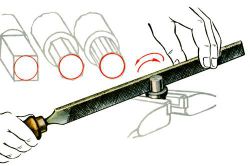
Инструмент напильник – это брусок из стали определенной длины и профиля, у которого на поверхности стоит нарезка. Нарезка ( насечка) формирует маленькие и острые зубья, которые определяют в сечении форму клина. Угол сечения напильника с сеченым зубом обычно равен 65-70 градусов, задний угол от 35 до 50 градусов, передний угол – 16 градусов.
Инструменты с одинарной нарезкой убирают с металла широкую стружку, по всей насечке. Они применяются при металлообработке мягких металлов.
Напильник с двойной нарезкой используются при опиливании чугуна, стали и других твердых металлов, из-за того, что перекрестная нарезка измельчает стружку, в связи с чем – облегчает работу.
Насечку рашпилем получают с помощью вдавливания металла специальными зубцами состоящими из трехгранника. Обработка металлов рашпилем производится только на мягких металлах и неметаллических материалах.
Также можно получить другую насечку с помощью фрезерования. У нее дугообразная форма и большие выемки между зубьями – это обеспечивает хорошее качество поверхностей и высокую производительность при металлообработке
Напильники производятся из стали У13А и У13, а еще из хромистой стали ШХ 15. Когда заканчивается насечка зубьев напильники термически обрабатываются. Ручки напильников изготавливаются из древесины ( клен, береза и другие).
По своему назначению резки металла напильники делятся на следующие группы:
Общего назначения.
Надфили.
Специального назначения.
Машинные напильники.
Рашпили.
Для общих слесарных работы, чаще всего применяются напильники общего назначения.
По количеству насечек на 1 см. напильники разделяют на 6 разных номеров:
Напильники с нарезкой от номер 0 до 1 (драчевые), применяются для более грубого опиливания, так как состоят из крупных зубьев. При обработке металлов погрешность составляет от 0.6- 0.3 мм.
Напильники с нарезкой № 2-3, применяются для чистого опиливания деталей. Погрешность при металлообработке составляет 0.2-0.005 мм.
Напильники с нарезкой номером 4-5, служат окончательным обрабатываемым процессом. Погрешности при этом процессе составляет 0.1- 0.004 мм.
По своей длине напильники изготавливаются от 150 до 400 мм. По форме сечения их делят на квадратные, плоские, круглые, трехгранные, ромбические, ножничные и полукруглые.
Для обработки металлов небольших форм используются малогабаритные напильники - надфили. Обработка твердых и закаленных сталей производится специальными надфилями, а на стальных стержнях закрепляются зерна алмаза.
Улучшение производительности и условий труда при металлообработке опиливанием достигается путем использования механизированных ( пневматических и электрических) напильников. Сменяемые угловые и прямые головки при помощи круглых фасонных инструментов способствуют опиливанию под разными углами и в труднодоступных местах.
Качество работы контролируется различного рода инструментами. Качество опиливаемой плоскости проверяется проверочной линейкой. Если плоскость должны быть опилена достаточно точно, ее подвергают проверке на проверочной плите. Если нужно опилить плоскость под определенным углом, ее проверяют с помощью угломера или угольника. Для контроля параллельности двух плоскостей используют штангенциркуль, где расстояние между плоскостями должно быть одинаковым.
Если контроль нужно провести по криволинейным поверхностям, его производят с помощью линий разметки и специальных шаблонов.
Опиливание служит для разрезания и обработки поверхности и значительно отличается от процесса плазменной резки металла , которая в свою очередь используется для полного разрезания изделия, а также для обработки его.
Домашнее задание:
1. Изучить теоретический материал
2. Составить краткий конспект в рабочей тетради
3. Отправить фото конспекта на e-mail jeky840@gmail .com,
vk https://vk.com/feed, viber 0713987188
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|