- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Группа: 1-Б. Предмет: «Слесарное дело».. Преподаватель: Балунов А.С.. Тема: «Понятие о клепке. Заклепки и заклепочные соединения».. Цель: изучить и кратко записать в конспект основное содержание темы.
Урок№36
11.11.2021г.
Группа: 1-Б
Предмет: «Слесарное дело».
Преподаватель: Балунов А.С.
Тема: «Понятие о клепке. Заклепки и заклепочные соединения».
Цель: изучить и кратко записать в конспект основное содержание темы.
За последние годы процесс клепки вытесняется более производительным процессом сварки; однако до настоящего времени в сельскохозяйственном машиностроении и тракторостроении заклепочные соединения еще находят широкое применение. При ремонте машин слесарю часто приходится прибегать к соединению отдельных деталей и узлов клепкой.
Клепкой называется соединение двух или нескольких деталей при помощи заклепок.
Заклепки представляют собой стержни с головками. Головки заклепок могут быть полукруглыми, плоскими или потайными. Заклепки с потайными головками применяются в тех случаях, когда на поверхности детали по условиям ее работы не должно быть выступающих мест (например, при клепке райбестовых тормозных накладок).
Материалом для изготовления заклепок служит мягкая сталь марок Ст. 2 и Ст. 3 или медь марки М3. Размеры заклепок стандартизованы.
Диаметр заклепки зависит главным образом от толщины соединяемых листов и берется обычно в 1,5—2 раза больше толщины листа. Длина стержня заклепки зависит от диаметра и принимается равной 2—3 диаметрам стержня заклепки, а длина выступающей части стержня — от 1,25 до 1,5 диаметра.
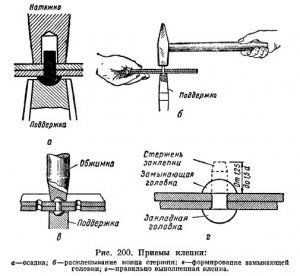
Процесс клепки выполняется следующим образом. Подлежащие соединению детали накладывают так, чтобы отверстия их, подготовленные для клепки, совпадали. Затем вводят в эти отверстия заклепку и при помощи специального инструмента — натяжки осаживают склепываемые листы или детали, опирая головку заклепки на поддержку (рис. 200, а). После этого ударами молотка осаживают выступающую часть стержня (рис. 200, б) и специальным инструментом — обжимкой придают замыкающей головке окончательную форму (рис. 200, е). Правильно выполненное соединение заклепкой представлено на рисунке 200, г.
Диаметр отверстия под заклепку должен быть на 0,5—1 мм больше диаметра стержня заклепки. Отверстия под заклепки сверлят на станках, ручными или электрическими дрелями, или пробивают (с двух сторон) бородками.
Внешние края отверстий должны быть рассверлены или раззенкованы.
У дары молотком по концу стержня при осаживании заклепки вначале должны быть легкими, а затем сильными.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|