- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Информационные источники (основные учебники по предмету)
| 11.10.21 группа №31 предмет Технология арматурных работ Урок № 16 |
Организационный момент
Тема: Станки для резки арматурных стержней
Цель: Рассмотреть станки для резки арматурных стержней, их назначение и особенности, формировать умение воспринимать и осмысливать знания в готовом виде, выделять главное . умение конспектировать
ПЛАН
1. Назначение станков
2. Длина арматурных стержней
3. Станки для резки арматуры
Краткий конспект
Арматурные стержни диаметром от 10 до 40 мм из стали классов A-I, А-И, A-III, A-IV, A-V, Ат-IV, AT-V И AT-VI, поставляемой в прутках, режут на приводных станках, механизированных ручных ножницах, а также комбинироманных пресс-ножницах, на которых заготавливают также уголки, пластины и другие прокатные детали.
Перед резкой чистка и правка стержней не требуется. Оборудование для механизированного и автоматизированного выполнения этих операций не выпускают. Для полного исключения трудоемких ручных операций необходимо принимать меры, чтобы при транспортировании, складировании, хранении и переработке предохранять стержневую арматуру от искривления, коррозии и загрязнений. При необходимости стержни можно очищать от ржавчины и загрязнений стальными щетками, а править на приводных станках для гибки арматуры.
Стержневая арматурная сталь поступает с металлургических заводов в прутках длиной от 6 до 12 м и ее приходится разрезать на более короткие стержни в соответствии со спецификацией арматуры железобетонных конструкций. Для армирования массовых железобетонных изделий типа обычных и предварительно напряженных плит покрытий и перекрытий, стеновых панелей с большим объемом стержневой арматуры одинаковой длины, диаметра и класса металлургические заводы могут поставлять эти стержни в мерных длинах, не требующих резки. Помимо снижения трудовых затрат на переработку стали исключение операции резки позволяет сократить до минимума количество отходов стержневой арматуры. Массовые стержни длиной от 1 до 5 м можно также нарезать из мерных стержней, заказываемых на металлургическом заводе, длиной от 6 до 12 м, кратной длине заготовки.
Длина арматурных стержней, заготовляемых из прутковой стали, должна соответствовать требованиям, предъявляемым к предельным отклонениям габаритов арматурных изделий. Заготовленные стержни должны быть прямыми, без заусениц и загибов по концам. Отклонения от прямолинейности стержней на 1 м не должны превышать 6 мм.
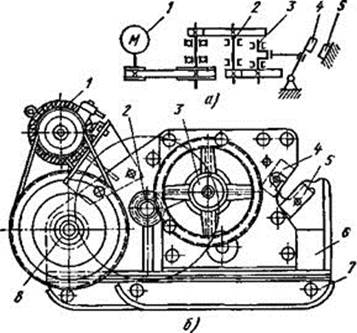
Рис.1 Схема станка для резки СМЖ-172Б а-киниматическая, б-конструктивная; 1- электродвигатель; 2,3,8-валы,; 4,5-ножи,6-станина,7-салазки
Рис.2 Станок СМЖ-133А: 1- рама, 2-электродвигатель,3-масляный бак,4-гидроцилиндр;5,6- ножи,7-устройство для регулирования зазора между ножами,8-гидрораспределитель.9-педаль,10-насос гидравлической системы.11-упругая муфта,12-манометр
Станок СМЖ-133А ( 2) с гидравлическим приводом применяют для резки стержней диаметром до 40 мм класса A-III. Мощность станка 5,5 кВт. Горизонтальный подвижный нож 5 снабжен гидравлическим приводом. Держатель подвижного ножа соединен с поршнем гидроцилиндра 4. Положение неподвижного ножа 6 регулируют винтовым устройством 7. Это позволяет резать арматурную сталь различных диаметров при наименьшем ходе поршня. Станок удобен и надежен при эксплуатации в технологических линиях по безотходной сварке и мерному раскрою стержневой арматуры. Однако при заготовке относительно коротких стержней длиной до 2 м он сдерживает производительность линии из-за медленного хода ножа, которая равна 10...15 ходам в минуту.
Информационные источники (основные учебники по предмету)
1. Ищенко И.И. Технология каменных и монтажных работ: учебник / 1984, Москва – 365с.
2. Неелов В.А. Иллюстрированное пособие для подготовки каменщиков/ 1988, Москва – 370с.
3. Цюрупа А.Л., Неелов В.А. Иллюстрированное пособие для подготовки каменщиков/ 1984, Москва – 192с.
Ресурсы сети Интернет
http://www.bibliotekar.ru/armatura-beton/11.htm
Выполните задания
Проработайте материал и составьте конспект
Уважаемый студент сфотографируйте ответы и пришлите на электронный адрес lelka92@mail.ua или вк https://vk.com/id136596851
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|