- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Технология газовой наплавки. Тема: Наплавка цветных металлов и сплавов. Технология наплавки цветных металлов. Лекция
Урок № 19-20 ЭГС- 19-1 02.11.2021
Технология газовой наплавки
Здравствуйте студенты группы ЭГС-19-1!
Задание: Вам необходимо самостоятельно изучить материал, выполнить задание.
Выполненную работу (ответы на вопросы) отправить отдельным файлом на электронную почту преподавателя.
Если такой возможности нет, выполненное задание предоставить в распечатанном (рукописном) виде после возобновления занятий
Обратная связь: ihor_2611@mail.ru
Тема: Наплавка цветных металлов и сплавов. Технология наплавки цветных металлов
Цели:
Образовательная: ознакомить обучающихся с технологией наплавки цветных металлов и сплавов.
Развивающая: формировать интерес к выбранной профессии; развивать познавательные интересы, прививать исследовательские навыки; развивать навыки самостоятельной работы, самоконтроля.
Воспитательная: воспитать у обучающихся: аккуратность и внимательность в работе,трудолюбие, бережное отношение к сварочному оборудованию и инструментам.
Задачи: освоить технологию наплавки цветных металлов и сплавов.
Литература:
1.Герасименко А.И. Основы электрогазосварки: учебное пособие/ А.И.Герасименко. - Изд. 8-е. – Ростов н/Д : Феникс, 2010. – 380.: ил –(Начальное профессиональное образование).
2.Герасименко А.И. ЭЛЕКТРОСВАРЩИК: Учебное пособие для профессионально- технических училищ. – Изд 12-е, доп. и перераб./ А.И.Герасименко. – Ростов н/ Д: Феникс, 2011. – 407, [1] с. – (НПО).
3.И. И. Фрумин Автоматическая электродуговая наплавка. Харьков: Металлургиздат., 1961,- 421 с.
Ход занятий:
1. Ознакомиться с изложенным материалом
2. Ответить на заданные вопросы.
Лекция
С помощью газового пламени наиболее часто наплавляют стальные и чугунные детали латунью,так как при этом получаются лучшие результаты. Бронзу и медь более целесообразно наплавлять с применением электрических способов нагрева. Латунь наплавляют на детали с целью создания уплотнительных поверхностей в запорных элементах арматуры, применяемой в различных отраслях промышленности, конструкциях клапанов некоторых типов двигателей, насосов и тому подобных изделий.
Основное требование в данном случае - получение плотного слоя, без пор и газовых включений. Не допускаются также включения свободного железа, что возможно в случае наплавки разнородных металлов с ограниченной растворимостью, к которым относится система Сu-Zn-Fe.
Для получения прочной связи наплавленного металла с основным необходимо получение хорошего контакта между жидким наплавляемым и основным металлами. Этот контакт определяется условиями смачивания на границе их соприкосновения, где образуются межкристаллические связи. Основную активную роль в процессе смачивания выполняет флюс (в основном бура), который раскисляет поверхность контактирующих металлов (основного и присадочного) и защищает их от окисления во время нагрева. Смачивание улучшается с повышением температуры нагрева основного металла до определенного предела. Если нагрев недостаточен или металл перегрет, то наплавляемый металл собирается в виде капель и плохо смачивает наплавляемую поверхность.
Наилучшие результаты при наплавке латуни на сталь и чугун достигаются при использовании газообразного флюса БМ-1, разработанного, при достаточно низкой температуре нагрева основного металла - в пределах 700-850°С. Для уменьшения испарения цинка и снижения газонасыщенности наплавленного металла, как и при сварке латуни, используют пламя с увеличенным избытком кислорода (30-40%).
В качестве наплавляемого металла применяют все марки латуней, в которых содержание свинца не превышает 0,1%. Для наплавки слоев, прилегающих непосредственно к основному металлу, не следует использовать кремнистые латуни (ЛК62-05, ЛК80-3 и др.), так как при этом образуется хрупкая прослойка, в основном представляющая твердый раствор кремния в α-железе, со средним содержанием кремния более 11%.
Никель в латуни уменьшает вредное влияние кремния при высоком содержании последнего, обеспечивает бездымность процесса и высокую прочность сцепления с наплавляемой деталью из стали или чугуна. Плотный наплавленный металл бескремнистой латуни и отсутствие испарения цинка обеспечивает только газообразный флюс БМ-1.
Поверхность наплавляемого металла обрабатывают механическим путем. Литейная или прокатная корка должна быть предварительно удалена. Поверхностные дефекты (заусенцы, трещины и пр.) тщательно вырубают. Перед наплавкой в канавку острые углы последней закругляют. Размеры сечения канавки должны обеспечивать свободный доступ в нее пламени и прутка и равномерный нагрев калавки. Поверхности деталей перед наплавкой зачищают до металлического блеска. Присадочный металл для лучшего плавления и надежной защиты газовым пламенем должен иметь круглое сечение, а также поверхность, очищенную от окислов и загрязнений.
При применении порошкообразных флюсов используют пламя с избытком кислорода. Наплавку с газообразным флюсом БМ-1 кремнистых латуней проводят нормальным пламенем. Мощность пламени при наплавке принимают следующую:
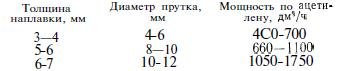
Крупные изделия сложной формы наплавляют с предварительным общим подогревом до температуры 500°С. Для массивных деталей можно применять сопутствующий подогрев второй горелкой с наконечником № 5 при толщине стенки более 20 мм и массе детали свыше 70 кг.
При наплавке латуней на сталь и чугун вместо ацетилена можно применять пропан-бутан-кислородное пламя с коэффициентом замены ацетилена пропан-бутаном ψ=1, флюс БМ-1.
При оптимальной скорости истечения смеси расстояние мундштука от поверхности ванны равно 25-35 мм (при механической наплавке 40-45 мм). Плотный беспористый наплавленный металл получается при отношении кислорода к пропану в смеси β0=3,5÷4. При меньшем значении β0 в пламени образуется избыток паров воды, что уменьшает содержание в нем паров борного ангидрида - флюсующего вещества. Водяные пары также способствуют увеличению количества газовых включений в наплавляемом металле. Повышение мощности пропан-бутан-кислородного пламени увеличивает скорость наплавки и поэтому целесообразно в пределах до 30% от указанных выше норм для ацетилена.
При недостатке флюса не обеспечивается нормальное раскисление и защита жидкого металла от испарения цинка; избыток флюса затрудняет сплавление латуни со сталью или чугуном. Для улучшения процесса смачивания основного металла латунью при ручной наплавке приходится удалять стекловидную пленку флюса с помощью поперечных колебаний прутка. В этих условиях смачивание начинается при температуре 800°С и протекает нормально в интервале температур 800-850°С. При механической наплавке самопроизвольное разрушение пленки флюса начинается только при температуре 820-850°С, так как в этом случае пруток подается без поперечных колебаний. При ацетилено-кислородном пламени, имеющем большую концентрацию теплоты и более высокую температуру, этих затруднений не возникает в связи с быстрым нагревом пленки флюса до температуры, необходимой для ее разрушения.
Наплавку латуни на сталь и чугун производят левым способом, или непрерывным валиком, или обратноступенчатым швом. В последнем случае в месте соединения валиков необходимо перекрывать предыдущий участок на 15-20 мм. Наплавку ведут в нижнем положении, располагая поверхность детали под углом 8-15° к горизонтали дл-я получения большей толщины наплавленного слоя. При наплавке второго и последующих слоев кремнистой латунью ЛК62-05 первый слой, наплавляемый бескремнистой латунью, должен оставаться нерасплавленным на толщину не менее 2 мм от основного материала для сохранения прочности его сцепления с нею.
При наплавке чугуна с порошкообразным флюсом следует учитывать возможность выгорания из него графита при температуре 900-950°С, продукты сгорания которого затрудняют смачивание. Поэтому графит предварительно выжигают с поверхности детали окислительным пламенем горелки. При наплавке чугуна возможно его отбеливание вследствие высокой температуры нагрева. Наплавка чугуна латунью с порошковыми флюсами требует высокой квалификации сварщика и ее рекомендуется применять лишь в исключительных случаях.
При газофлюсовой наплавке латуни на чугун и сталь вначале деталь прогревают горелкой до температуры 700°С, при которой начинается смачивание основного металла латунью. До температуры 500°С нагревать можно без подачи флюса в пламя горелки, далее - только с флюсом. Наплавляемую поверхность располагают под углом 8-10° к горизонтали, наплавку ведут левым способом снизу вверх, угол наклона оси мундштука к горизонтали 30-60°, угол между осями мундштука и прутка 90-110°. Конец прутка должен быть погружен в ванну жидкого металла.
При правильном течении процесса наплавки металл ложится компактным валиком; выделение паров окиси цинка отсутствует; ванна расплавленной латуни не кипит; часть ванны, не подвергающаяся воздействию пламени, закрыта сплошной пленкой шлака, поверхность наплавленного металла гладкая и покрыта сплошной коркой шлаков коричневого цвета; поры, свищи и инородные включения отсутствуют.
При наплавке последующих слоев угол между осью мундштука и поверхностью основного металла может быть увеличен. Проковка и очистка предыдущих слоев перед наплавкой последующих не требуется. Вследствие более низкой температуры наплавки при применении газообразного флюса графит при наплавке чугуна не выгорает и предварительного выжигания не требуется.
Для механизации наплавки разработаны специальные станки, например, станок УФН-1-GO конструкции ВНИИАВТОГЕНМАШа. Станок используют для наплавки плоских кольцевых поверхностей (уплотнительных колец в арматуре). При некоторой модернизации этого станка возможна наплавка поверхностей других очертаний.
Наплавку меди или бронзы на стальные, медные и бронзовые детали осуществляют ручной дуговой сваркой покрытыми электродами, дуговой сваркой в инертных газах неплавящимися вольфрамовыми электродами и угольными электродами с применением защитного флюса, нанесенного на присадочный пруток. Для наплавки используют электроды со стержнем из меди или бронзы. Применяют электроды марки К-100 («Комсомолец-100») со стержнем из меди М.1 и покрытием, замешанным на жидком стекле и состоящим из ферромарганца (47,5%), полевого шпата (12,5 %), плавикового шпата (15 %) и кремнистой меди (20 % ) Этими электродами сваривают медные детали между собой или выполняют наплавку меди на сталь.
При наплавке меди на медьприменяют предварительный подогрев до температуры 300—500 °С, так же, как при сварке меди. Наплавленный слой подвергают проковке.
Применяют наплавочные электроды марки ЗТ со стержнем из кремнистой бронзы марки БрКМцЗ-1. Металл, наплавленный этими электродами, близок по химическому составу и свойствам к кремнистой бронзе. Наплавку выполняют короткой дугой, постоянным током обратной полярности. Для получения наплавленного металла нужного состава бронзовый стержень электрода подбирают другой марки с соответствующим составом покрытия.
Наплавку неплавящимся (вольфрамовым) электродом в азоте или в аргоне производят с применением присадочного металла из меди или ее сплавов в зависимости от требуемого состава наплавленного металла. Для наплавки употребляют азот особой чистоты и арі он высшего сорта (по ГОСТ 9293—74* и 10157—79*). Устойчивость дуги в азоте ниже, чем в аргоне, поэтому предпочтение отдается аргону, несмотря на его большую стоимость. Для такой наплавки можно использовать лантанированные вольфрамовые электроды, обладающие хорошей устойчивостью. Наплавку на сталь производят при минимальной погонной энергии и с минимальной глубиной проплавления стали. Для этого часто используют дополнительное охлаждение стали водой с обратной стороны, что ускоряет кристаллизацию наплавляемого слоя и предупреждает появление трещин в стали.
Наплавку меди и ее сплавов на сталь можно производить угольным электродом, используя в качестве присадочного металла медные или бронзовые прутки (марок МО, Ml, БрКМцЗ-1) Для улучшения процесса и качества наплавки эти прутки покрывают защитным флюсом (например, состоящим из 95 % порошка буры и 5% металлического магния, смоченных жидким стеклом) Для предупреждения науглероживания стали сварку ведут длинной дугой со скоростью более 15 м/с во избежание расплавления основного металла. Качество наплавки невысокое, поэтому такой способ не получил распространения. Для улучшения качества рекомендуются проковка шва при температуре 550—800 °С и быстрое охлаждение в воде.
1. В каких случаях используется газообразный флюс БМ-1?
2. Охарактеризуйте технологию наплавку латуни на сталь и чугун?
3. В чём различие наплавки меди на медь и меди и ее сплавов на сталь?
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|