- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Протокол № 846- -2020. встречи специалистов ПАО «ВАСО» и Производственного центра «Региональные самолеты» в г. Комсомольске-на –Амуре с целью проведения комиссионной проверки изготовления обтекателя заднего пилона Т7.92.1600.500.901/902.70 самолетокомп
| СОГЛАСОВАНО | УТВЕРЖДАЮ | УТВЕРЖДАЮ |
| Директор по качеству- Главный контролер ПАО «ВАСО» | и.о. Технического директора ПАО «ВАСО»
| Главный инженер Производственного центра «Региональные самолеты» в г. Комсомольске-на-Амуре |
| _____________С.Л. Тимохин «___» ____________ 2020 г | ____________ И.В. Абрамов
«___» ____________ 2020 г | ____________ Д.В. Грицук «___» ____________ 2020 г |
| . |
Протокол № 846- -2020
встречи специалистов ПАО «ВАСО» и Производственного центра «Региональные самолеты» в г. Комсомольске-на –Амуре с целью проведения комиссионной проверки изготовления обтекателя заднего пилона Т7.92.1600.500.901/902.70 самолетокомплектов №№ 95200 и 95219
Дата проведения: 08.09.2020 г.
Место проведения: ПАО «ВАСО»
Участники:
От ПЦ «РС»
Начальник ДУК ВС – В.Г. Белоусов
Ведущий инженер-технолог АСР ОТ ТД - О.А. Баранова
От ПАО «ВАСО
Начальник участка SSJ ц. 19 – Н.А. Стрелков
Инженер-технолог ц. 19 – О.П. Дуденкова
Начальник ТБ ц. 19 – О.В. Краснолуцкая
Начальник БТК ц.19 – О.А. Дрыгалева
Главный специалист АСН – А.В. Голованов
От филиала ПАО «Корпорация «Иркут» «Региональные самолеты» и ВФКИ
Главный специалист
отдела производственной кооперации – М.М. Богданов
Начальник группы контроля качества
отдела производственной кооперации – К.А. Соболева
Главный специалист ДКТС г. Воронеж – К.А. Шеин
РАСМОТРЕННЫЕ ВОПРОСЫ:
1. Проверка качества изготовления обтекателей задних Т7.92.1600.500.901.70 пилона методом установки в стапельное приспособление.
ВЫЯВЛЕНО:
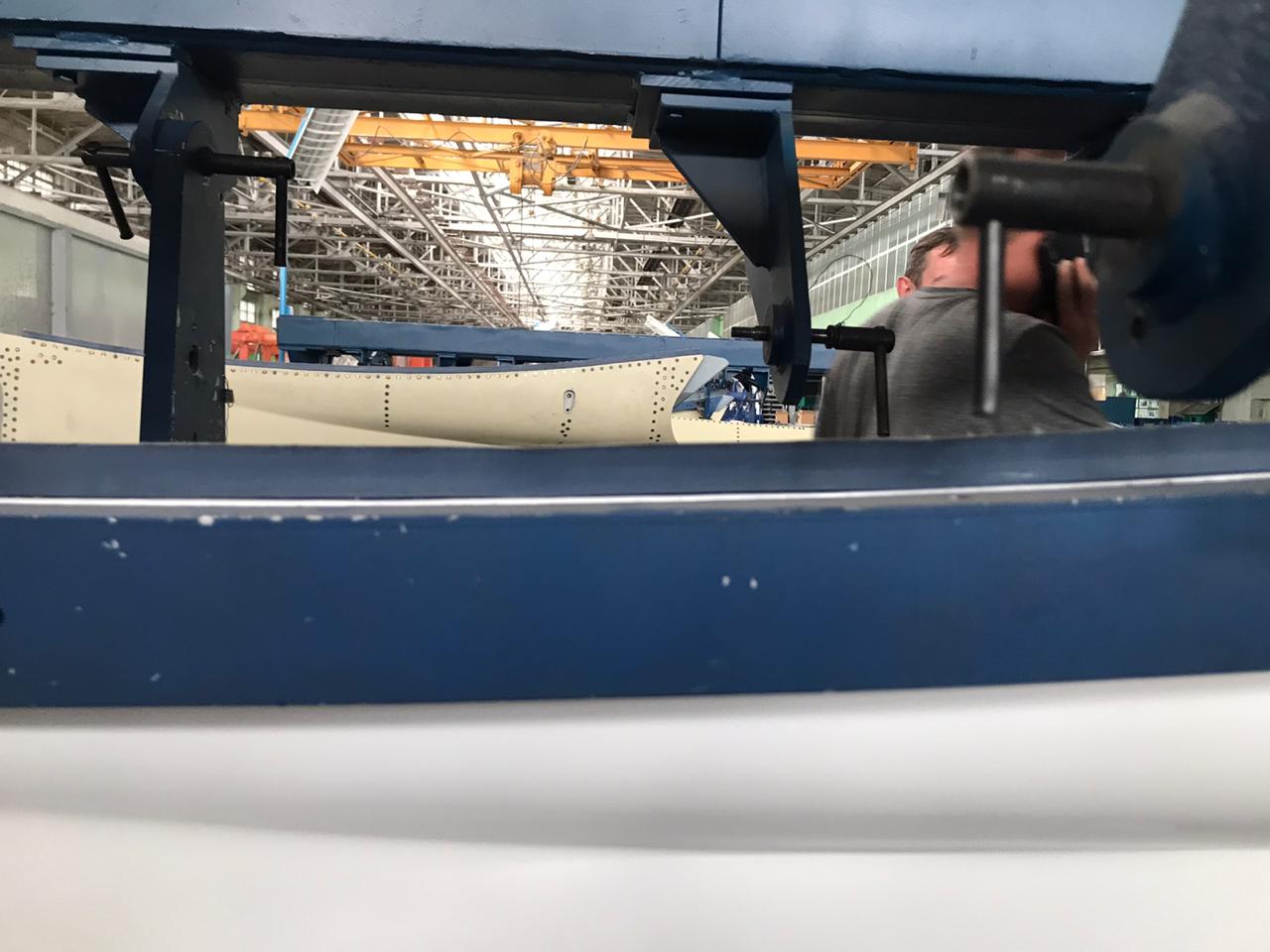
Обтекатель Т7.92.1600.500.901.70 (левый) самолетокомплекта № 95200 установлен в приспособление для сборки обтекателя заднего пилона 495.Т7.63406.004.00.000. При установке выявлено:
- узлы навески обтекателя (4 узла) проштыриваются боевыми фиксаторами с усилием от руки;
- обрез верхней кромки обтекателя по ТК крыла выполнен без отклонений по линейкам, предусмотренным в приспособлении для контроля положения обреза (ТТ к чертежу приспособления для сборки обтекателя 495.Т7.63406.004.03.000). (см. фото ниже).



Обтекатель Т7.92.1600.500.901.70 (левый) самолетокомплекта № 95219 установлен в приспособление для сборки обтекателя заднего пилона 495.Т7.63406.004.00.000. При установке выявлено:
- узлы навески обтекателя (4 узла) проштыриваются боевыми фиксаторами усилием от руки;
- обрез верхней кромки обтекателя по ТК крыла со стороны бортовой нервюры выступает от 1,0 до 4,0 мм относительно поверхности линеек, предусмотренных в приспособлении для контроля положения обреза (ТТ к чертежу приспособления для сборки обтекателя 495.Т7.63406.004.03.000) (см. фото ниже).





2. Кроме того были рассмотрены вопросы КнААЗ по вписываемости обтекателей Т7.92.2332.350.901.70 и Т7.92.1600.500.901.70, а именно ступеньки против потока в верхней части обтекателя пилона.
Теоретический контур задней части обтекателя Т7.92.1600.500.901.70 задается стенкой Т7.92.1600.531.001.73. При выставлении стенки в вырез выклейки выявлены зазоры до 3,0 мм по ложементам стапеля в верхней части, компенсация для обеспечения вписываемости стенки в ТК обтекателя отсутствует. Аналогичные ступеньки систематически выявляются при навеске обтекателей на КнААЗ. Оформляются запросы на доработку обтекателя Т7.92.1600.500.901.70 в части установки компенсирующих прокладок.
Формирование выклейки производится с базой на внутренний контур, Разметка обреза контура обшивки обтекателя заднего производится в приспособлении для склейки и формования при помощи шаблона. Далее базирование обшивки обтекателя в приспособлении для сборки обтекателя заднего пилона производится относительно ТК. Однозначное позиционирование выклейки в приспособлении для сборки обтекателя заднего отсутствует. Продольное перемещение обтекателя в приспособлении возможно в пределах технологического припуска (см. КСП Т7.92.1600.500.КС/G) ±3,0 мм. Ввиду отсутствия жесткости выклейки ее позиционирование и прилегание по лекалу приспособления по передней части производится точечно, не повторяется контур ложемента приспособления.
3. В процессе навески обтекателей на крыло выявлено что уплотнители со стороны крыла установленные без зазора между торцем обшивки обтекателя и подсечкой уплотнителя имеют меньшую возможность деформации при обжатии, чем уплотнитель установленный с зазором до 2,0 мм (согласно КД зазор составляет 1,0 мм ±1,0 мм).
4. Проведен анализ вновь введенного приспособления для сборки обтекателя заднего пилона 495.Т7. 63406.004.00.000. Согласно протоколам измерений приспособления (см. протокол № 153TL 401) отклонения по обрезам линеек в пределах 0,2 мм, отклонения по рубильникам для позиционирования кронштейнов навески в пределах 0,3 мм. Приспособление для сборки обтекателя заднего допущено в производство.
ПРИНЯТЫЕ РЕШЕНИЯ:
1. и проОформить запрос на выявленные отклонения обтекателя Т7.92.1600.500.901.70 с-к № 95219 с приложением схемы измерений обреза обтекателя по верхнему контуру с шагом 100,0 мм. Выполнить доработку обтекателя согласно решению в запросе и вернуть в адрес ПЦ «РС» КнА.
Отв. ПАО «ВАСО» Срок:
2. Обтекатель Т7.92.1600.500.901.70 с-к № 95200 вернуть в адрес ПЦ «РС» КнА в состоянии поставки.
Отв. ПАО «ВАСО» Срок: согласно графику отгрузки
3. Произвести примерку доработанного обтекателя на ОЧК на КнААЗ с оформлением Акта
Отв. ПЦ «РС» КнА, КнААЗ Срок: 30.09.2020
4. По результатам примерки доработанного обтекателя принять решение о заделе в ПЦ «РС».
Отв. ПЦ «РС» КнА Срок: 30.09.2020
5. Уточнить технологическую документацию в части:
- обрез выклейки обшивки со стороны ТК крыла производить после примерки и разметки в приспособлении для сборки обтекателя пилона;
- обрезку контура обшивки обтекателя со стороны ТК крыла выполнять с допуском 0 – -1,0мм, для чего:
- направить требование в ОГК по введению на обрез обтекателя допуска от 0 до -1,0 мм.
- при положительном решении ОГК уточнить технологическую документацию.
- ввести контроль обреза контура обшивки обтекателя со стороны ТК крыла по линейкам приспособления для сборки обтекателя заднего пилона
Отв: ПАО «ВАСО» Срок: 30.09.2020 г.
6. Оформить ЗИ в части:
- внесения гарантированного зазора между уплотнителем и торцем обтекателя;
- внесения технологической прокладки между стенкой Т7.92.1600.531.001.73 и внутренней поверхностью обшивки обтекателя Т7.92.1600.500.901.70;
- изменение конструкции уплотнителя и крепящих его элементов в районе установки кронштейнов навески на ОЧК.
Отв. ПЦ «РС» КнА Срок: 12.10.2020 г.
7. Выпустить КД в соответствии с утвержденными по п. 6 настоящего протокола ЗИ.
Отв. Филиал ПАО «Корпорация Иркут
«Региональные самолеты» Срок: по срокам в ЗИ
8. Уточнить схему измерений F7.00.11.0000.1089.000.00 для обтекателяля заднего Т7.92.1600.500.901/902.70 пилона.
Отв. ПЦ «РС» КнА, ВАСО Срок: 12.10.2020 г.
| Ведущий инженер-технолог АСР ОТ ТД | О.А. Баранова |
| Начальник ДУК ВС | В.Г. Белоусов |
| Начальник участка SSJ ц. 19 | Н.А. Стрелков |
| Начальник ТБ ц. 19 | О.В. Краснолуцкая |
| Начальник БТК ц. 19 | О.А. Дрыгалева |
| Главный специалист АСН | А.В. Голованов |
| Главный специалист отдела производственной кооперации ВФКИ | М.М. Богданов |
| Начальник группы контроля качества отдела производственной кооперации | К.А. Соболева |
| Главный специалист ДКТС г. Воронеж | К.А. Шеин |
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|