- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Р 001 ПКБ ЦВ-2009 РК. МЕРЫ БЕЗОПАСНОСТИ. Р 001 ПКБ ЦВ-2009 РК. демонтаж триангеля с тележки. Р 001 ПКБ ЦВ-2009 РК. разборка. Р 001 ПКБ ЦВ-2009 РК. технические требования на дефектацию и ремонт. Р 001 ПКБ ЦВ-2009 РК. Р 001 ПКБ ЦВ-2009 РК. Р 001 ПКБ ЦВ-2009
⇐ ПредыдущаяСтр 2 из 2
Р 001 ПКБ ЦВ-2009 РК


 Срыв, износ резьбы 1
Срыв, износ резьбы 1
 Деформация резьбы 1
(резьба забита)
Деформация резьбы 1
(резьба забита)
 Размер 2 более или менее нормы
Размер 2 более или менее нормы
 Износ втулки по диаметру 3 более нормы
Износ втулки по диаметру 3 более нормы
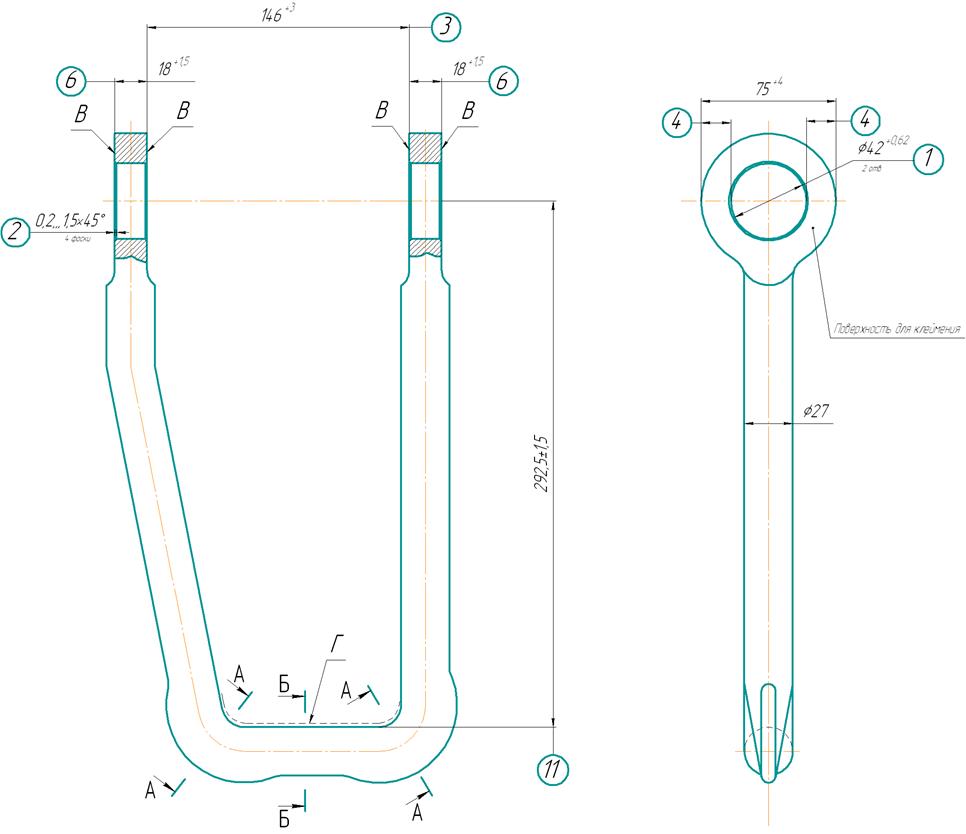
 Проконтролировать размер 3
При деповском ре-монте диаметр более 41,5 мм не допуска-ется.
При капитальном ремонте диаметр более 41 мм не допускается.
Штангенциркуль
ШЦ-I-125-0,1
ГОСТ 166
Проконтролировать размер 3
При деповском ре-монте диаметр более 41,5 мм не допуска-ется.
При капитальном ремонте диаметр более 41 мм не допускается.
Штангенциркуль
ШЦ-I-125-0,1
ГОСТ 166
 Проконтролировать размер 4
Линейка 150
ГОСТ 427
Проконтролировать размер 4
Линейка 150
ГОСТ 427
 Проконтролировать размер 4
Линейка 150
ГОСТ 427
Проконтролировать размер 4
Линейка 150
ГОСТ 427

 Проконтролировать размеры 6 и 7
Проконтролировать размеры 6 и 7

 Размер 6 менее 43 мм не допуска-ется.
Размер 7 менее 78 мм не допуска-ется.
Штангенциркуль
ШЦ-I-125-0,1
ГОСТ 166
Размер 6 менее 43 мм не допуска-ется.
Размер 7 менее 78 мм не допуска-ется.
Штангенциркуль
ШЦ-I-125-0,1
ГОСТ 166
 6.1.2 Сорванную или изношенную резьбу 1 допускается ремонтировать наплавкой цапфы с последующей нарезкой новой резьбы. Перед наплавкой необходимо полностью удалить старую резьбу путем обточки цапфы.
6.1.2 Сорванную или изношенную резьбу 1 допускается ремонтировать наплавкой цапфы с последующей нарезкой новой резьбы. Перед наплавкой необходимо полностью удалить старую резьбу путем обточки цапфы.
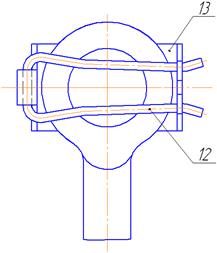
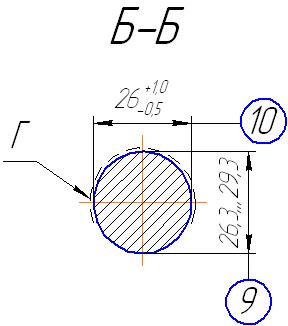
 Перед запрессовкой новой втулки необходимо проконтролировать диаметр отверстия под нее в распорке триангеля, который должен быть в пределах от 50 до 50,1 мм. В случае если диаметр отверстия более 50,1 мм, но не превышает 56 мм, допускается восстанавливать его наплавкой с последующей обработкой до диаметра (50+0,062) мм с соблюдением размера 10 . В случае если диаметр отверстия превышает 56 мм, триангель ремонту не подлежит – его необходимо заменить.
Перед запрессовкой новой втулки необходимо проконтролировать диаметр отверстия под нее в распорке триангеля, который должен быть в пределах от 50 до 50,1 мм. В случае если диаметр отверстия более 50,1 мм, но не превышает 56 мм, допускается восстанавливать его наплавкой с последующей обработкой до диаметра (50+0,062) мм с соблюдением размера 10 . В случае если диаметр отверстия превышает 56 мм, триангель ремонту не подлежит – его необходимо заменить.
 6.1.5 Просверлить отверстие 5 , выдерживая размер 8 и 9 .
6.1.5 Просверлить отверстие 5 , выдерживая размер 8 и 9 .



 Размер 1 менее нормы
Размер 1 менее нормы
 Проверить размер 1
Проверить размер 1
 При деповском ре-монте размер 1 менее 33,5 мм не допускается.
При деповском ре-монте размер 1 менее 33,5 мм не допускается.
 Проконтролировать размер 1
При деповском ре-монте диаметр менее 30,5 мм не допускается.
При капитальном ре-монте диаметр менее 31,5 мм не допуска-ется
Проконтролировать размер 1
При деповском ре-монте диаметр менее 30,5 мм не допускается.
При капитальном ре-монте диаметр менее 31,5 мм не допуска-ется
 Проконтролировать размер 2
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
Проконтролировать размер 2
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
 Трещины
Трещины
 Проконтролировать диаметр отверстий 1
Диаметр отверстия 1 более 43 мм не допускается.
Проконтролировать диаметр отверстий 1
Диаметр отверстия 1 более 43 мм не допускается.
 Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
или шаблон №4
Т 542.00.001 в соответствии с
Т 542.00.000РЭ
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
или шаблон №4
Т 542.00.001 в соответствии с
Т 542.00.000РЭ
 Отклонение отверстий 1 от соосности более 2 мм
Отклонение отверстий 1 от соосности более 2 мм
 Размер 3 менее 146 мм или более 149 мм
Размер 3 менее 146 мм или более 149 мм
 Отсутствие фасок 2
Отсутствие фасок 2
 Размер 4 менее 14,5 мм
Размер 4 менее 14,5 мм


 при капитальном ре-монте менее 29 мм не допускается
Размер 8 :
при капитальном ре-монте менее 29 мм не допускается
Размер 8 :
 2
2





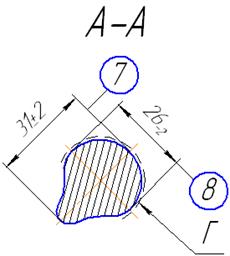

 Проконтролировать размер 2
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
Проконтролировать размер 2
Штангенциркуль ШЦ-I-125-0,1 ГОСТ 166
 Размер 3 более нормы
Размер 3 более нормы
 При деповском ремонте размер 3 более 39 мм не допускается.
При деповском ремонте размер 3 более 39 мм не допускается.