- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
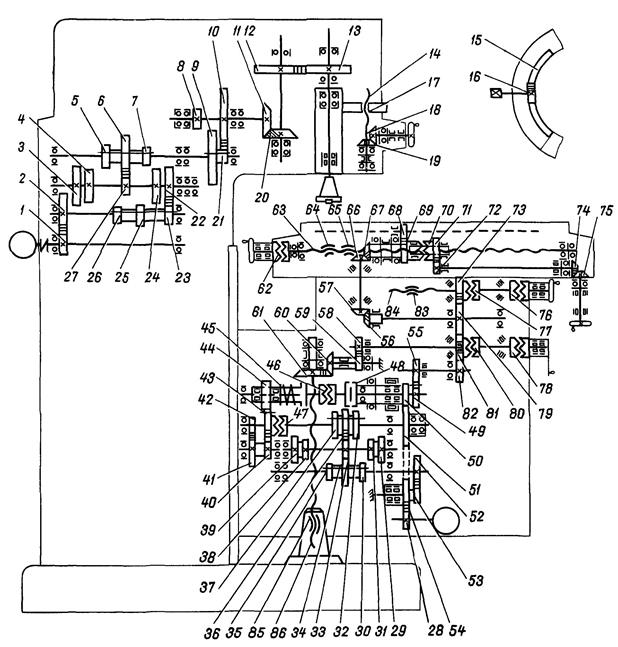
Шпиндель. Электрооборудование
 Введение
Введение
Консольно-фрезерный станок 6Р12 производился с 1972 года и заменил в производстве устаревшую модель 6М12П. Станок предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности. Для обработки криволинейных поверхностей станки оснащены специальным копировальным устройством. Обработка криволинейных поверхностей производится по копирам, контур которых ощупывается наконечником электроконтактного датчика перемещения стола.
Технологические возможности могут быть расширены с применением делительной головки, поворотного круглого стола и других приспособлений.
Консольно-фрезерные станкипредназначены для выполнения различных фрезерных работ в условиях индивидуального и серийного производства. Техническая характеристика и жесткость позволяет полностью использовать возможности быстрорежущего и твердосплавного инструмента. Настройка станка на различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
1 ДАННЫЕ ДЛЯ ПРОЕКТИРОВАНИЯ ЭЛЕКТРООБОРУДОВАНИЯ МЕХАНИЗМА
1.1 Назначение, общий вид механизма, основные технические характеристики
Консольно-фрезерный вертикальный cтанок 6Р12 предназначен для обработки всевозможных деталей из стали, чугуна, труднообрабатываемых и цветных металлов, главным образом торцовыми и концевыми фрезами. На станках можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, криволинейные поверхности.
Таблица 1- Технические характеристики
| Наименование характеристики | Ед. изм. | Параметры |
| Класс точности по ГОСТ 8-71 | Н | |
Стол
Шпиндель
Электрооборудование