|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Дубл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Взам.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Подл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
| 1
| |
| Разраб.
| Андреева А.А.
|
|
| УрФУ
| 151001.000000.002
|
| 10141.0000
| |
| Провер.
| Решетников Е.Г.
|
|
| |
|
|
|
|
| |
|
|
|
|
| Корпус
|
|
|
|
| |
| Н. контр.
|
|
|
| |
| М01
| Сталь 20 ГОСТ 1050-88
|
| |
|
М02
| Код
| ЕВ
| МД
| ЕН
| Н.расх.
| КИМ
| Код загот.
| Профиль и размеры
| КД
| МЗ
| |
| кг 1,0 1 0,69
|
| ⌀74х58
|
| 1,6
| |
| А
| Цех
| Уч.
| РМ
| Опер
| Код ,наименование Операции
| Обозначение документа
| |
| Б
| Код ,наименование оборудования
| СМ
| Проф.
| Р
| УТ
| КР
| КОИД
| ЕН
| ОП
| Кшт.
| Тпз
| Тшт
| |
| А
|
| 001 Заготовительная
|
| 11
|
|
| Ленточнопильная
|
| 001 Заготовительная
|
| Б
|
| Штамповка на ГКШП
|
|
|
|
|
|
|
|
| |
| Б
|
| 005 4111 Токарно-револьверная
|
|
|
|
| заготовку в размер 500 мм
|
| Токарная
|
| |
| А Токарно-винторезная
|
| Токарно-револьверный станок 1Е340П
| 2 18236 +6+6+6 ff18236
| 311
| 1
| 1
| 1 1 480 1
| 54
| 7,86
| |
| Б
|
| 010 4121 Вертикально-сверлильная
|
|
|
| |
| А
|
| Вертикально-сверлильный станок 2Н125Л
| 2
|
| 311
| 1
| 1 1 1 480 1
|
|
| 1,05
| |
| Б
|
| 015 4261 Вертикально-фрезерная
|
|
|
|
|
|
|
| |
| А
|
| Вертикально-фрезерный станок 6Р82 2 18632 311 1 1 1 1 480 1
|
| 25
| 1,94
| |
| Б
|
|
|
|
|
|
|
| |
| А
|
|
|
|
|
|
|
|
| |
| Б
|
|
|
|
| |
| А
|
|
|
|
|
|
|
| |
| Б
|
|
|
|
|
|
|
|
|
|
| |
| МК
| Маршрутная карта
|
| |
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Дубл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Взам.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Подл.
|
|
|
|
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
|
|
|
| Всего
| Лист
|
| Разраб.
| Андреева А.А.
|
|
| УрФУ
| 151001.000000.002
|
| 60141.0000
|
| Провер.
| Галкин М.Г.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Н. контр.
|
|
|
|
| Наименование операции
| Материал
| Твердость
| ЕВ
| МД
| Профиль и размеры
| М3
| КОИД
|
| Токарно-револьверная
| Сталь 20 ГОСТ 1050-88
| HB163
| кг
| 1,0
| ⌀74x58
| 1,6
|
|
| Оборудование, устройство ЧПУ
| Обозначение программы
| То
| Тв
| Тпз.
| Тшт.
| СОЖ
|
| Токарно-револьверная 1Е340П
|
| 1,65
| 3,27
|
| 7,86
| Автокат Ф-78С
|
| Р
|
| ПИ
| D или В
| L
| t
| i
| S
| n
| V
|
| О
|
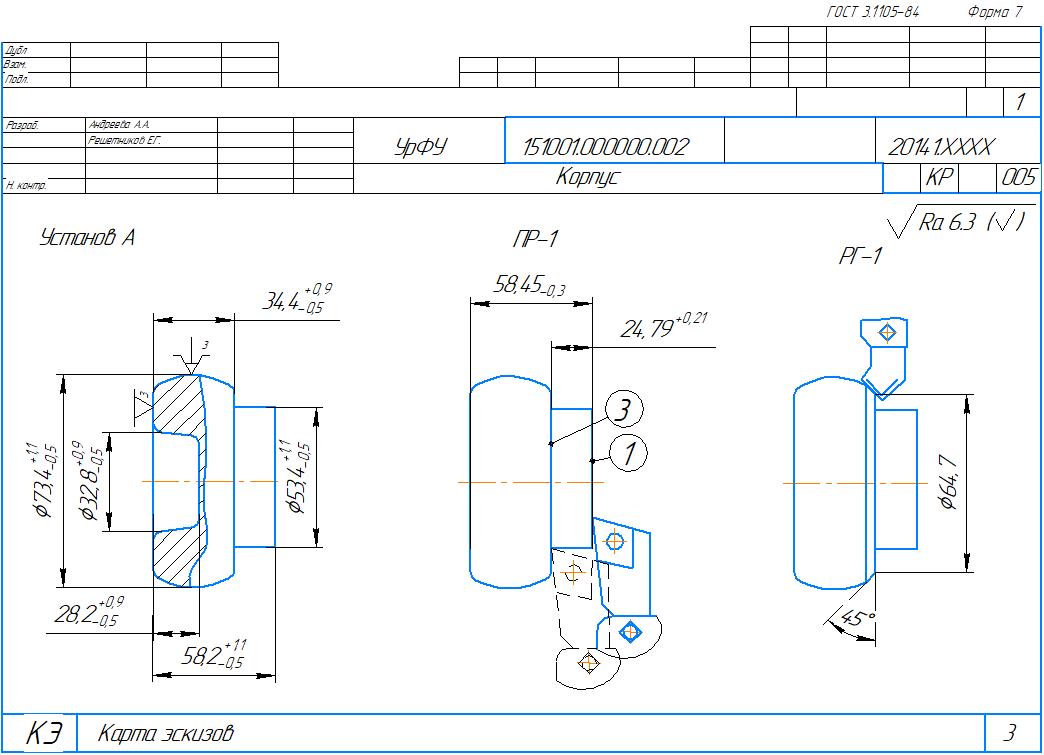
| 1. Установить и снять
|
|
|
|
|
|
|
| 0,21
|
| Т
|
| ПР: Патрон ГОСТ 2675-80
|
|
|
|
|
|
|
|
|
| О
|
| 2. Подрезать торец 1 начерно, подрезать торец 3 начерно, последовательно 0,1/0,15 0,26/0,18
0,43 0,27
|
| Т
|
| Р.И. Резец 2112-0084 Т15К6 ГОСТ 18880-73
|
|
|
| С.И. Штангенциркуль ШЦ – 1 – 150 – 0,05 ГОСТ166-89
|
| Р
|
| 53,4 30 1 1 0,2 1500 251,5
|
|
|
| 73,4 13 1 1 0,2 1500 251,5
|
| О
|
| 3. Точить фаску 18 0,017 0,26
|
| Т
|
| Р.И. Резец 2102-1102 Т15К6 ГОСТ 18877-73
|
|
|
| В.И. Державка однорезцовая нерегулируемая
|
|
|
| С.И. Штангенциркуль ШЦ – 1 – 150 – 0,05 ГОСТ166-89
|
| Р
|
| 73,4 2,5 2,5 1 0,14 1050 242
|
| О
|
|
|
|
| ОК
|
|
|
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Дубл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Взам.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Подл.
|
|
|
|
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
|
|
|
| Лист
| |
|
|
|
|
|
|
|
|
|
|
|
| 151001.000000.002
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
| Изм.
| Лист.
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
| Р
|
| ПИ
| D или B
| L
| t
| i
| S
| n
| V
| |
| Р
|
|
| |
| О
|
| 4. Подрезать торец 1 начисто, подрезать торец 3 начисто одновременно 0,13 0,26/0,18
|
|
| Т
|
| Р.И. Резец 2112-0084 Т15К6 ГОСТ 18880-73 (2 шт)
| |
| Т
|
| С.И. Штангенциркуль ШЦ – 1 – 150 – 0,05 ГОСТ166-89
| |
|
|
| 53,4 29 0,6 1 0,14 1500 235,5
| |
| Р
|
| 73,4 12 0,6 1 0,14 1500 235,5
| |
|
|
|
| |
| О
|
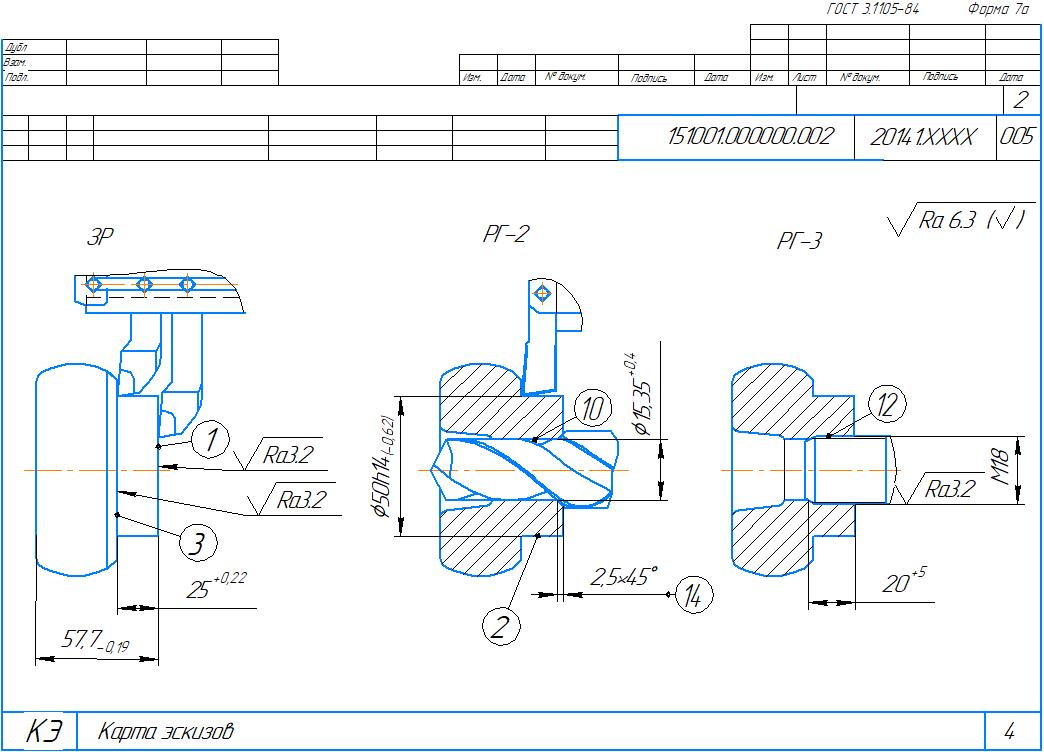
| 5. Точить пов.2 начерно, сверлить отв. 10 и фаску 14 одновременно 0,093 0,16
| |
| Т
|
| В.И. Стойка, державка однорезцовая нерегулируемая, патрон
| |
| Т
|
| Р.И. Резец 2142-0218 Т15К6 ГОСТ 9795-84; Сверло специальное
| |
| Р
|
| С.И. Скоба ⌀50h14(-0,62) 8113-0140h14 ГОСТ 18360-93; Калибр ⌀15,35+0,4 ГОСТ 21401-75
| |
|
|
| 50 28 1,7 1 0,2 1500 235,5
| |
| О
|
| 15,35 31 7,68 1 0,2 1500 235,5
| |
| Т
|
|
| |
| Т
|
| 6. Нарезать резьбу 12 0,02 0,41
| |
| Р
|
| В.И. Специальная державка
| |
|
|
| Р.И. Метчик М18 2620-1681 ГОСТ 3266-81 Р6М5
| |
| ОК
|
|
| |
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Дубл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Взам.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Подл.
|
|
|
|
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
|
|
|
| Лист
| |
|
|
|
|
|
|
|
|
|
|
|
| 151001.000000.002
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
| Изм.
| Лист.
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
| Р
|
| ПИ
| D или B
| L
| t
| i
| S
| n
| V
| |
| О
|
| С.И. Калибр резьбовой М18 ; Калибр гладкий ⌀15,294+0,45
| |
| Т
|
| 18 37 1 2,5 10,17 180
|
|
| Т
|
|
| |
|
|
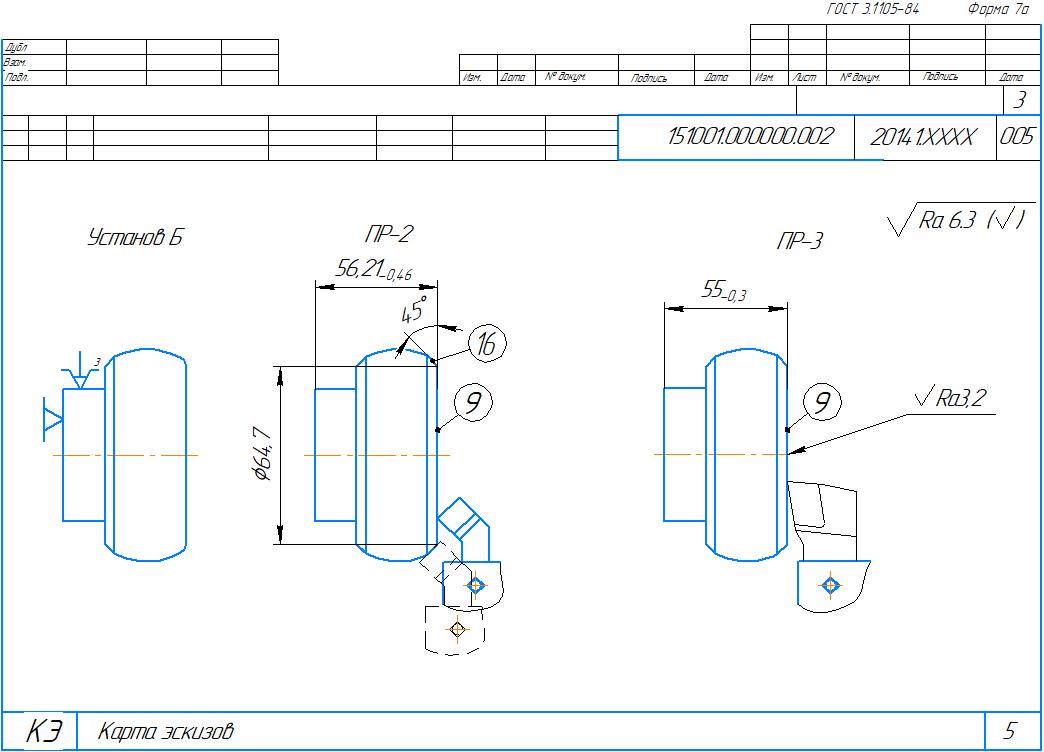
| 7. Переустановить заготовку 0,21
| |
| Р
|
| ПР: Патрон ГОСТ 2675-80
| |
|
|
| 8. Точить торец 9 начерно и фаску 16
| |
| О
|
| Р.И. Резец 2102-1102 Т15К6 ГОСТ 18877-73
| |
| Т
|
| В.И. Державка однорезцовая нерегулируемая
| |
| Т
|
| С.И. Штангенциркуль ШЦ – 1 – 150 – 0,05 ГОСТ166-89
| |
|
|
| 73,4 42,7 1,0 1 0,2 1050 242
| |
| Р
|
| 73,4 2,5 2,5 1 0,2 1050 242
| |
|
|
|
| |
|
|
| 9. Подрезать торец 9 начисто 0,27 0,28
| |
| О
|
| Р.И. Резец 2112-0084 Т15К6 ГОСТ 18880-73
| |
| Т
|
| С.И. Скоба 55h12(-0,3) 8113-0142h12 ГОСТ 18360-93
| |
| Т
|
| 73,4 38,7 0,6 1 0,14 1050 242
| |
|
|
|
| |
| ОК
|
|
| |
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Дубл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Взам.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Подл.
|
|
|
|
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
|
|
|
| Лист
| |
|
|
|
|
|
|
|
|
|
|
|
| 151001.000000.002
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
| Изм.
| Лист.
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
| Р
|
| ПИ
| D или B
| L
| t
| i
| S
| n
| V
| |
| Р
|
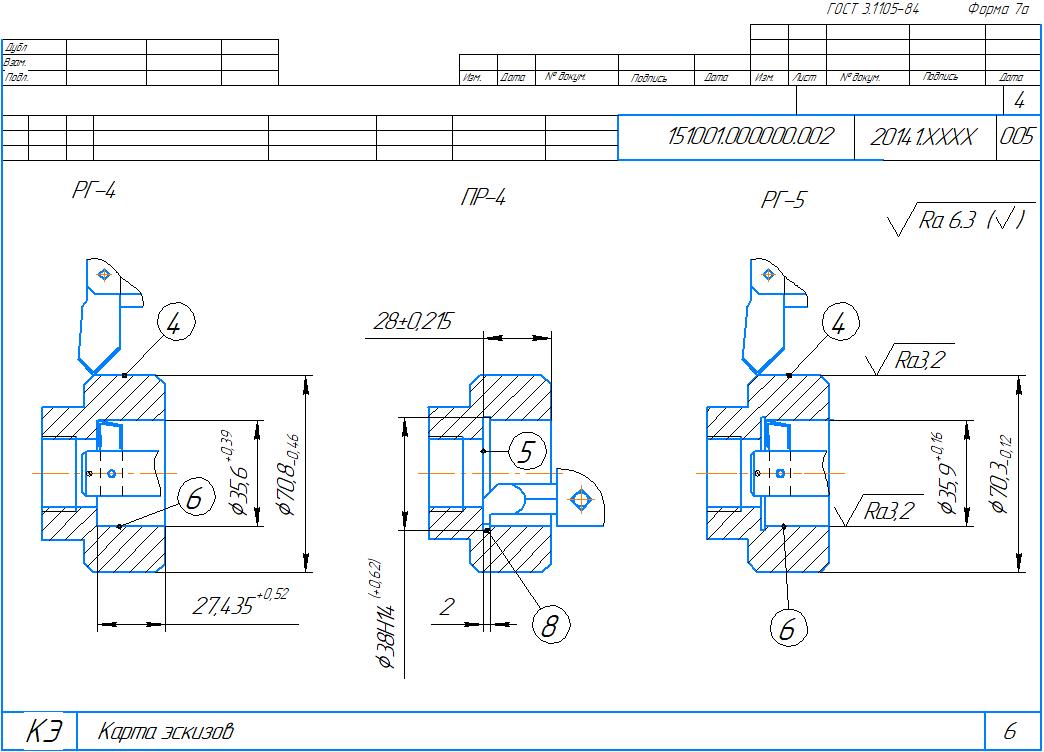
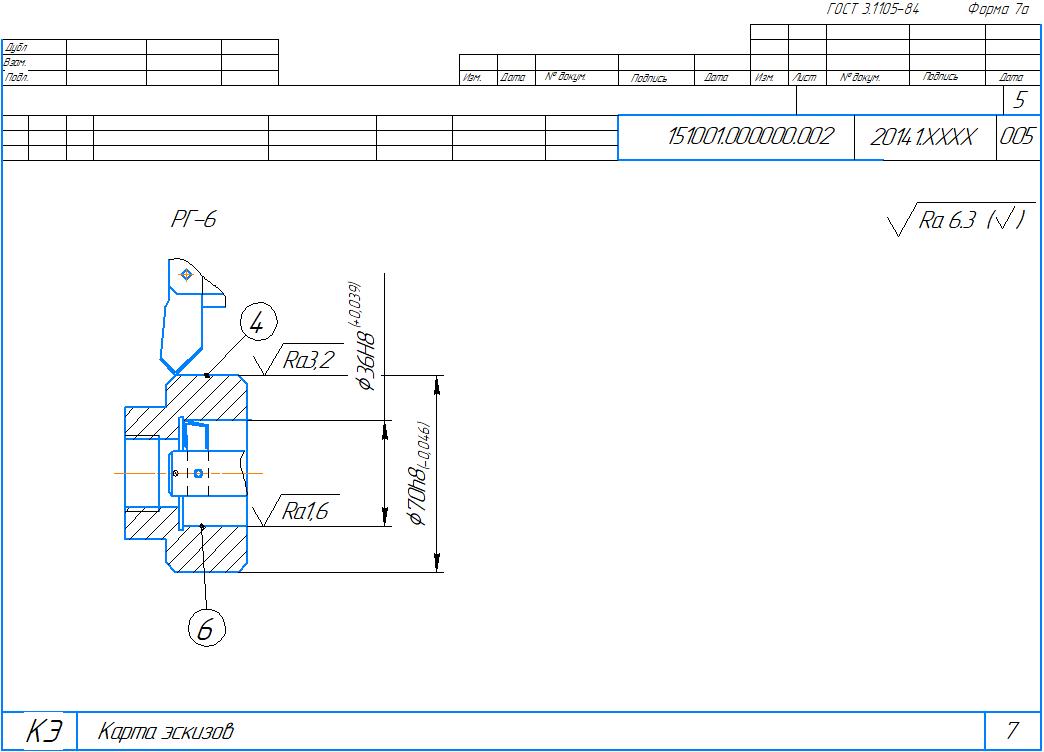
| 10.Точить пов.4 начерно, расточить пов.6 начерно, одновременно 0,17 0,16
| |
| О
|
| РИ: Резец 2142-0218 Т15К6 ГОСТ 9795-84, Резец 2142-0212 Т15К6 ГОСТ 9795-84
|
|
| Т
|
| ВИ: Державка однорезцовая нерегулируемая, державка расточная однорезцовая нерегулируемая
| |
| Т
|
| СИ: Скоба ⌀70,8h13(-0,46) ГОСТ Р 50286-90; Калибр-пробка ⌀35,6Н13(+0,39) ГОСТ 21401-75
| |
| Р
|
| 70,8 36 1,0 1 0,2 1050 233,4
| |
|
|
| 35,6 29 1,4 1 0,2 1050 233,4
| |
|
|
|
| |
|
|
| 11. Подрезать торец 5 однократно, точить канавку 8 однократно последовательно 0,07 0,26
| |
|
|
| Р.И. Резец канавочный Т15К6
| |
|
|
| В.И. Резцедержатель поворотный
| |
|
|
| С.И. Штангенциркуль ШЦ – 1 – 150 – 0,05 ГОСТ166-89
| |
|
|
| 10 21 1 1 0,2 1500 169
| |
|
|
|
| |
|
|
| 12.Точить пов.4 получисто, расточить пов.6 получисто, одновременно 0,17 0,26
| |
|
|
| РИ: Резец 2142-0218 Т15К6 ГОСТ 9795-84, Резец 2142-0212 Т15К6 ГОСТ 9795-84
| |
|
|
| ВИ: Державка однорезцовая нерегулируемая, державка расточная однорезцовая нерегулируемая
| |
|
|
| СИ: Скоба ⌀70,3h10(-0,12) ГОСТ Р 50286-90; Калибр-пробка ⌀35,9Н11(+0,16) ГОСТ 21401-75
| |
| ОК
|
|
| |
| | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Дубл.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Взам.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
| Подл.
|
|
|
|
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
|
|
|
| Лист
| |
|
|
|
|
|
|
|
|
|
|
|
| 151001.000000.002
|
|
| |
|
|
|
|
|
|
|
|
|
|
| |
| Изм.
| Лист.
| № докум.
| Подпись
| Дата
| Изм.
| Лист
| № докум.
| Подпись
| Дата
| |
| Р
|
| ПИ
| D или B
| L
| t
| i
| S
| n
| V
| |
| Р
|
| 70,3 36 0,25 1 0,14 1500 331,1
| |
| О
|
| 35,9 30 0,15 1 0,14 1500 331,1
|
|
| Т
|
|
| |
| Т
|
| 13.Точить пов.4 начисто, расточить пов.6 начисто, одновременно 0,21 0,2
| |
| Р
|
| РИ: Резец 2142-0218 Т15К6 ГОСТ 9795-84, Резец 2142-0212 Т15К6 ГОСТ 9795-84
| |
|
|
| ВИ: Державка однорезцовая нерегулируемая, державка расточная однорезцовая нерегулируемая
| |
|
|
| СИ: Скоба ⌀70h8(-0,046) ГОСТ Р 50286-90; Калибр-пробка ⌀36Н8(+0,039) ГОСТ 21401-75
| |
|
|
| 70 32 0,15 1 0,14 1050 230,79
| |
|
|
| 36 30 0,05 1 0,14 1050 230,79
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
|
|
|
| |
| ОК
|
|
| |
| | | | | | | | | | | | | | | | | | | | | | | <
| |
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|
|
|