- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
МЭ-32_ЭОПиГЗ_4 пара_2-48_Тема 2.3.26. Расчёт мощности двигателя главного привода шлифовального станка
17.04_МЭ-32_ЭОПиГЗ_4 пара_2-48_Тема 2.3.26. Расчёт мощности двигателя главного привода шлифовального станка
ЗАДАНИЕ:
1.Составить конспект.
ПРОЛОГ: Хакеры монтажного техникума впервые решили выйти в сеть. Десятерых из них поубивало сразу.220 вольт - это вам не шутки. Соблюдай технику безопасности!
Обработка деталей на шлифовальных станках производится при определённых условиях, значениях величин, характеризующих режим обработки детали. К этим значениям относятся окружная скорость рабочего круга vк, окружная скорость заготовки круга vз, глубина резания t и поперечная подача s.
Определим технологические усилия при обработке детали с наружным диаметром 55 мм и длиной обрабатываемой поверхности 640 мм. При шлифовке деталь обрабатывается в два этапа.
Таблица 1 –Исходные данные
| Вид обработки | t, мм | s, мм·об -1 | VК, м·с -1 | VЗ, м·мин -1 | DК, мм | ВК, мм |
| предварительное шлифование | 0.15 | 0.7 | ||||
| окончательное шлифование | 0.07 | 0.4 |
Определим частоту вращения круга nК, мин -1 по формуле
 , (5.1)
, (5.1)
где Dк – диаметр круга, мм;
Vк – окружная скорость рабочего круга, м·с -1.
При Vк=30 м·с -1, Dк=600 мм
 мин-1
мин-1
Определим число оборотов заготовки nз, мин -1 по формуле
 , (5.2)
, (5.2)
где Vз– скорость вращательного движения заготовки, м·мин -1;
Dз− диаметр заготовки, мм.
При Vз=20 м·мин -1, Dз=55 мм
 =115.81мин -1
=115.81мин -1
Определим мощность резания Рz, кВт, по [1, c.300]
Pz = СN·  ∙ tx · sy· Dq, (5.3)
∙ tx · sy· Dq, (5.3)
где СN – коэффициент, характеризующий материал изделия и твердость круга;
s –перемещение шлифовального круга в направлении его оси, мм·об -1;
t –глубина резания, мм;
D –диаметр обрабатываемой заготовки, мм;
r, y, q, z – эмпирические коэффициенты, характеризующие условия обработки.
При Vз=20м·с-1, t=0.15мм, s=0.7мм·об-1, D=55мм, СN=2.2, r=0.5, x=0.5, y=0.55, q =0.3 из таблицы 56 [1,с.303]
Pz=2.2 · 200.5 · 0.150.5 · 0.70.55 · 550.3 =10.4кВт
Определим основное время t0 ,мин. по [2,с.355]
 , (5.4)
, (5.4)
где L – длина обрабатываемой поверхности, мм;
h – припуск на сторону, мм;
nз – число оборотов заготовки, м·мин -1;
s0  – перемещение шлифовального круга, мм·об-1;
– перемещение шлифовального круга, мм·об-1;
t – глубина резания, мм.
При L=640мм, h=0.05мм, t=0.015мм, s0 = 31.5мм·об -1, nЗ = 115.81м·мин-1
 = 0.07мин
= 0.07мин
Аналогично проводим расчеты окончательного (чистового) шлифования и результаты расчетов заносим в таблицу 2.
Таблица 2 – Технологические характеристики режимов резания.
| Вид обработки | nк, мин-1 | nз, мин -1 | Рz, кВт | t0, мин |
| предварительное шлифование | 955.4 | 115.81 | 10.4 | 0.07 |
| окончательное шлифование | 955.4 | 231.62 | 10.1 | 0.19 |
По данным таблицы 2 производим построение нагрузочной диаграммы (рисунок 5).
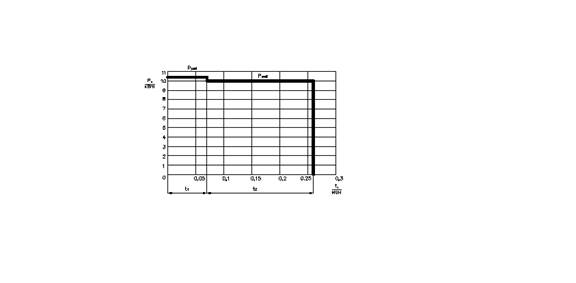
Рисунок 5 – Нагрузочная диаграмма
Рассчитываем эквивалентную мощность Рz.экв, кВт, по (1.7) при Pz1=10.4кВт, Pz2=10.1кВт, t1=0.07мин, t2=0.19мин
 10.18 кВт
10.18 кВт
Определим мощность приводного двигателя Рдв, кВт, по (1.6) при ηст =0,895
 кВт
кВт
Исходя из кинематической схемы станка, выбираем электродвигатель с частотой вращения не менее 1400 мин-1
По условиям (1.11), (1.12) выбираем электродвигатель 5А160S4 со следующими характеристиками: Рном=15кВт, Мном=99Н·м, ηном=89.5%, cosφном=0.86, Мпуск/Мном= 2.2, Ммакс/Мном= λ=2.6, Iпуск/Iном=6.1, nном=1450 мин-1 (таблица 22.2 [3, с.37]).
Рассчитаем максимальный статический момент Мс. макс, Н·м, по (1.14) при Рс.макс=10,4кВт, nном=1450 мин-1 , ηст = 0.895
 Н·м
Н·м
Произведём проверку выбранного двигателя по перегрузке по условию (1.15) при λ=2.6, Мном=99Н·м
0,8·2,6·99=205,9>76,53 Н·м
Из расчета видно, что двигатель удовлетворяет условию перегрузки и может обеспечить нормальную работу привода.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|