- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
по дисциплине: «Средства и приборы для научных исследований и диагностики»
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РФ
Пензенский государственный университет
Пензенский политехнический институт
Факультет промышленных технологий, электроэнергетики и транспорта
Кафедра: «Технологии и оборудование машиностроения»
Контрольная работа
На тему: Расчёт исполнительных размеров рабочих и контрольных калибров. Выбор средств измерений линейных размеров
по дисциплине: «Средства и приборы для научных исследований и диагностики»
Выполнил: ст. гр. 19ММм1
_____________ Жук Р. В.
Проверила: к.т.н., доцент
_________ Сорокина Н.В.
Пенза 2020
1. Расчёт исполнительных размеров рабочих и контрольных калибров
Цель задания: рассчитать исполнительные размеры рабочих и контрольных калибров для посадочных поверхностей под подшипники качения: для вала ⌀20js6мм, отверстия ⌀85H6мм
1.1 Находим предельные отклонения для отверстия и вала по ГОСТ 25347-82.
| ⌀20js6(±0,0055) | ⌀85H6(+0,022) |
| dmax=20,0055мм; | Dmax=85,022мм; |
| dmin=19,9945мм; | Dmin=85мм; |
| TD=0,011мм | TD=0,022мм |
1.2 По ГОСТ 24853-82 определяем размеры рабочих калибров-пробок, калибров-скоб и контрольных калибров (таблица 4.1)
| Для калибров-скоб: | Z1=3мкм=0,003мм; |
| Y1=3мкм=0,003мм; | |
| H1=4мкм=0,004мм; | |
| Для калибров-пробок: | Z=3мкм=0,003мм; |
| Y=3мкм=0,003мм; | |
| H=4мкм=0,004мм; | |
| Для контрольных калибров: | Hp=1,5мкм=0,0015мм; |
1.3 Рассчитываем предельные размеры калибров
1.3.1 Скоб:
ПРmax = dmax - Z1 + H1/2 = 20,0055 – 0,003 + 0,004/2 = 20,0045мм;
ПРmin = dmax - Z1 - H1/2 = 20,0055 – 0,003 – 0,004/2 = 20,0005мм;
ПР-И = dmax + Y1 = 20,0055 + 0,003 = 20,0085мм;
НЕmax = dmin + H1/2 = 19,9945 + 0,004/2 = 19,9965мм;
НЕmin = dmin - H1/2 = 19,9945 – 0,004/2 = 19,9925мм;
1.3.2 Пробок
ПРmax = Dmin + Z + H/2 = 85 + 0,003 + 0,004/2 = 85,005мм;
ПРmin = Dmin + Z - H/2 = 85+ 0,003 – 0,004/2 = 85,001 мм;
ПР-И = Dmin - Y = 85+ 0,003 = 84,997мм;
НЕmax = Dmax + H/2 = 85,022 + 0,004/2 = 85,024мм;
НЕmin = Dmax - H/2 = 85,022 – 0,004/2 = 85,02мм;
1.3.3
Расчёт предельных размеров контрольных калибров (с точностью до 0,5 мкм):
К-ПРmax = dmax - Z1 + HP/2 = 20,0055 – 0,003 + 0,00075 = 20,00325мм;
К-ПРmin = dmax - Z1 - HP/2 = 20,0055 – 0,003 - 0,00075 = 20,00175мм;
К-НЕmax = dmin + HP/2 = 19,9945 + 0,00075 = 19,99525мм;
К-НЕmin = dmin - HP/2 = 19,9945 - 0,00075 = 19,99375мм;
К-Иmax = dmax + Y1 + HP/2 = 20,0055 + 0,003 + 0,00075 = 20,00925мм;
К-Иmin = dmax + Y1 - HP/2 = 20,0055 + 0,003 - 0,00075 = 20,00775мм;
Исполнительные размеры калибров-скоб:
Р-ПР = 20,0005+0,004 мм;
Р-НЕ = 19,9925+0,004 мм;
Исполнительные размеры калибров-пробок:
Р-ПР = 85,005-0,005 мм;
Р-НЕ = 85,024-0,005 мм;
Исполнительные размеры контрольных калибров:
К-ПР = 20,00325-0,0015мм;
К-НЕ = 19,99525-0,0015мм;
К-И = 20,00925-0,0015мм;
1.4 Изображаем схему расположения полей допусков
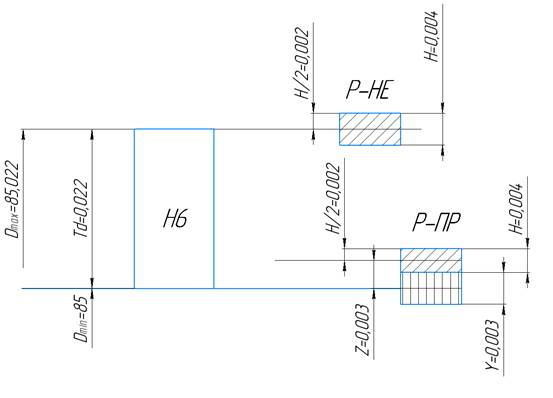
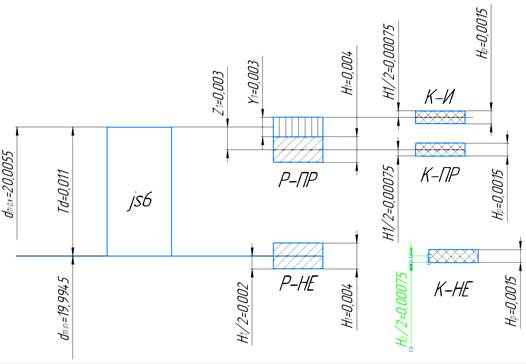
Рисунок 1 – Схемы расположения полей допусков калибров
1.5 Изображаем эскизы рабочих калибров-пробок и скоб с указанием исполнительных размеров

Рисунок 2 – Эскиз калибров-пробок по ГОСТ 14815-69, ГОСТ 14816-69
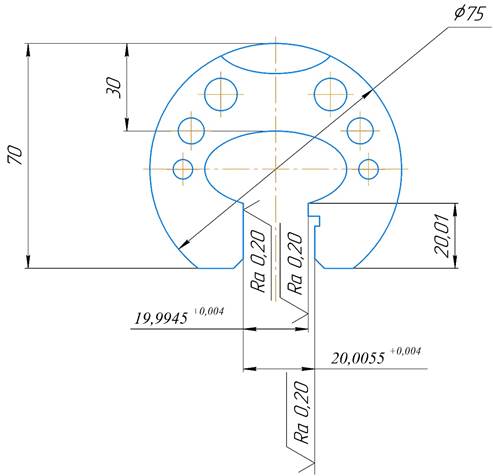
Рисунок 3 – Эскиз калибра-скобы по ГОСТ 18360
2. Выбор средств измерений линейных размеров
Цель задания:выбрать средства измерения для сопрягаемого ∅20js6 и несопрягаемого 85h14 размеров и определить влияние погрешности измерения на результаты разбраковывания при приемочном контроле.
2.1 В качестве сопрягаемого размера берем ∅20js6(±0,0065), несопрягаемого 85h14(-0,87).
2.2сПо таблице 11.1 выбираем допускаемое значение погрешности измерения δ.
∅20js6 – δ = 4 мкм;
85h14 – δ = 180 мкм.
2.3 Для условий распределения размеров и погрешностей средств измерения по нормальному закону определяем коэффициент метода измерения по формуле
Амет(δ) = 
Где IT – допуск измеряемого размера, мкм; σ – среднее квадратическое отклонение погрешности измерения, мкм (σ=  ).
).
Для ∅20js6 – σ = =  =1,3мкм;
=1,3мкм;
Для 85h14 – σ = =  =60 мкм
=60 мкм
Амет(δ) = 
Амет(δ) = 
2.4 По значению Амет(δ) из табл. 11.2 определить предельные значения m, n, c/IT – вероятностных величин параметров разбраковки.
Для ∅20js6 m=3,5мм; n=4,75; c/IT=0,14.
Для 85h14 m=2,6мм; n=3,4; c/IT=0,1.
2.5 По таблице 1.3 выбираем средства измерения размеров с учетом допускаемых погрешностей измерения.
Для ∅20js6 скобы рычажная (цена деления 0,002мм) [δ=3 мкм]
Допускаемое расчетное значение погрешности измерения δ=4 мкм;
δ=4 мкм>[δ=3 мкм]
Для 85h14 – штангенглубиномера с отсчетом по нониусу – 0,05мм. [δ=150 мкм]
Допускаемое расчетное значение погрешности измерения δ = 180 мкм ;
δ=180 мкм>[δ=150 мкм]
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|