- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Правила безопасности
Тема: Приемы работы на токарно- винторезном станке.
Цели:
1. Ознакомить с эволюцией инструментов от простейших орудий до металлорежущих
станков.
2. Изучить устройство токарно-винторезного станка ТВ-6.
3. Обучить приемам закрепления заготовки в патрон; резца в резцедержатель.
4. Познакомить с приемами управления станком ТВ-6.
5. Требовать соблюдения правил техники безопасности во время работы на станке.
Одна из наиболее распространенных токарных работ — это обработка внешних цилиндрических поверхностей. Она выполняется проходными резцами.
Заготовка должна быть закреплена в патроне с таким расчетом, чтобы ее вылет был на 7...12 мм больше, чем требуемая длина детали. Этот припуск необходим для обработки торцов и отрезания детали.
Частоту вращения шпинделя и глубину резания при точении указывают в технологической или инструкционной карте.
При установке глубины резания пользуются лимбом поперечной подачи. В токарно-винторезном станке ТВ-6 при повороте этого лимба на одно деление резец будет подан на Глубину резания, равную 0,025 мм (т.е. цена деления лимба поперечной подачи равна 0,025 мм). Диаметр наружной поверхности детали уменьшится при этом на величину 0,025 х 2 = 0,05 мм. Общее число делений лимба а подачи резца определяют по формуле: а поперечное = (D - d )/0,025, где D — диаметр заготовки, d— диаметр детали.
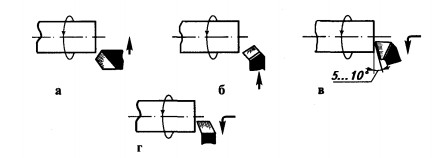
Рис.70. Подрезание торцов резцами: а — проходным прямым; б — проходным отогнутым; в — проходным упорным; г — подрезным
После обтачивания наружных цилиндрических поверхностей часто выполняют подрезку торца заготовки. Для этого применяют резцы: подрезные и проходные (прямые, упорные).
При подрезании торца проходным резцом (рис. 70, а, б) его подводят до соприкосновения с торцом, затем отводят на себя и перемещают каретку на 1...2 мм влево (то есть устанавливают глубину резания 1...2 мм). Поперечным перемещением резца снимают с торца слой металла. Переместить каретку на 1...2 мм, или любую другую величину, можно с помощью лимба продольной подачи. Цена деления этого лимба 0,5 мм, поэтому количество делений, на которое требуется повернуть лимб, определяют по формуле: а продольное = l/0,5, где l — необходимая длина перемещения каретки.
Для подрезания торца проходным упорным или подрезным резцом обработку ведут от центра заготовки . Для этого вершину резца размещают против центра заготовки и включают станок. Продольным перемещением резца врезаются в торец на глубину 1...2 мм. Затем, перемещая резец на себя, снимают слой металла.
При обработке небольших уступов обтачивание и подрезание выполняют одним упорным резцом.
Прорезание наружных канавок выполняют прорезными (канавочными) резцами. При этом скорость резания устанавливают в 4...5 раз меньшую, чем при подрезании торцов. Резец устанавливают в необходимом месте и плавно, без больших усилий перемещают в поперечном направлении, снимая стружку. Глубину канавки контролируют по лимбу поперечной подачи.
При отрезании заготовок действуют так же, как при прорезании канавок. Заканчивают отрезание, когда диаметр перемычки станет равным 2...3 мм. Затем станок выключают, резец выводят из прорези и деталь отламывают.
При обработке деталей на токарных и других станках часть металла перерабатывается в стружку. На предприятиях стружку не выбрасывают, а дробят в специальных устройствах и прессуют в брикеты на прессах. Эти брикеты вместе с металлоломом используются при выплавке стали и других металлов и сплавов.
! Правила безопасности
1. Измерять деталь, прибирать стружку, чистить и смазывать станок только после его полного отключения.
2. Стружку убирать только при помощи крючка и щетки.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|