- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лекция №1.10. Основы металлообработки
Лекция №1.10
Основы металлообработки
3 Сверление. Сверла. Углы сверления
Сверление является одним из самых распространённых методов получения отверстий, Режущим инструментом является сверло, с помощью которого получают отверстия в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Сверление осуществляют при сочетании вращательного движения инструмента вокруг оси - главного движения (D) и поступательного его движения вдоль оси -движения подачи (D SB) (рисунок 1). Оба движения на сверлильном станке сообщают инструменту.
Рисунок 1- Схемы резания при сверлении (а) и рассверливании (6)
Для сверления отверстий применяют различные типы свёрл: спиральные, центровочные, перовые, ружейные, пушечные, кольцевые и др.(рисунок 2).

Рисунок 2- Типы сверл
Центровочные сверла (рис. 2 - б) предназначены для сверления центровочных отверстий (например, в валах), а также для нанесения предварительных центровых отверстий при сверлении отверстий с особо точным расположением оси.
Перовые сверла предназначены для сверления отверстий малого диаметра (до I,5 - 2 мм) и небольшой длины.
Ружейные и пушечные сверла (рисунки 2 - в и 2 - г), относящиеся к однокромочным свёрлам, предназначены для сверления точных глубоких отверстий с прямолинейной осью.
Кольцевые свёрла (рисунки 2 - д) предназначены для сверления отверстий большого (свыше 70 мм) диаметра. При сверлении такими свёрлами в заготовке вырезается кольцевая полость, а в середине остается сердцевина, которая затем может быть удалена.
Однако, наиболее широкое применение в промышленности нашли спиральные сверла (рисунки 2 - а).
По конструкции спиральные свёрла изготавливаются:
- цельными, то есть изготовленными из быстрорежущей стали или твёрдого сплава;
- сварными, у которых рабочая часть изготавливается из быстрорежущей стали или твёрдого сплава, а хвостовик
- из конструкционной стали; - оснащёнными твёрдым сплавом, у которых на режущей части припаяны пластинки твёрдого сплава.
На рисунке 3 показана конструкция спиральных свёрл с коническим и цилиндрическим хвостовиками. Сверло состоит из рабочей части 1 (включающей режущую часть 2), шейки 3 (служащей для выхода шлифовального круга при шлифовании хвостовика) и хвостовика 4 с лапкой 5 (служащей упором при выбивании сверла из шпинделя станка) или поводком 6.
Рисунок 3- Спиральные свёрла: а - с коническим хвостовиком;
б - с цилиндрическим хвостовиком
Элементы рабочей части сверла показаны на рисунке 4: две спиральные канавки, два зуба 7 со спинками 8 и ленточка 6 -узкая полоска на его цилиндрической поверхности, расположенная вдоль винтовой канавки. Ленточки направляют сверло при резании.
У сверла предусмотрено пять режущих кромок: две главные 1, две вспомогательные 5 и поперечная 4. Главные режущие кромки выполняют основную работу резания. Они образованы пересечением передних 2 (винтовых поверхностей, по которым сходит стружка) и задних 3 (поверхностей, обращенных к поверхности резания) поверхностей. Поперечная режущая кромка4 образована пересечением обеих главных задних поверхностей З.
Вспомогательные режущие кромки 5 образованы пересечением передней поверхности с поверхностью ленточки 6. Вспомогательные режущие кромки 5 принимают участие в резании по длине, определяемой величиной подачи SB (рисунок 1).
Угол наклона винтовой канавки ω - это угол между осью сверла и касательной к винтовой линии по наружному диаметру сверла. Угол со имеет переменную величину: у периферии сверла он наибольший, а у центра - наименьший. Величина со определяется по формуле:
где Н - шаг винтовой канавки сверла, мм;
dХ - диаметр сверла, на котором определяется величина угла ю (в данной работе принимаем dХ =d, где d- номинальный диаметр сверла), мм.
Угол наклона поперечной режущий кромки ψ - это острый угол между проекциями поперечной и главной режущих кромок на плоскость, перпендикулярную оси сверла. Обычно этот угол равен 50 - 55°.
Угол при вершине 2φ- это угол между главными режущими кромками. Этот угол при сверлении стали средней твердости равен 116 - 120°, твёрдых сталей - 125°.
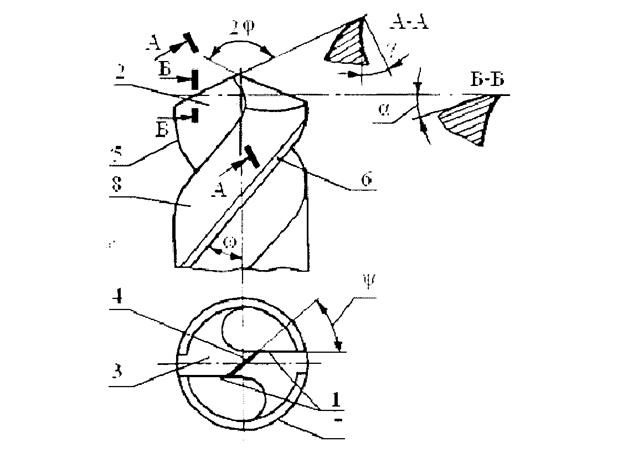
Рисунок 4- Элементы рабочей части спирального сверла
Передний угол γ - это угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости А-А, перпендикулярной главной режущей кромке. По длине режущей кромки передний угол γ имеет переменную величину. По мере приближения к оси сверла он уменьшается, а у поперечной режущей кромки принимает отрицательное значение. Передний угол γx в главной секущей плоскости для любого диаметра dХ можно определить по формуле:
где φ — главный угол в плане главной режущей кромки, равный половине угла при вершине.
Задний угол α- это угол между касательной к задней по поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности её вращения вокруг оси сверла. Этот угол рассматривается в плоскости Б-Б, направленной по касательной к окружности в данной точке и параллельной оси сверла. Задний угол сверла - величина переменная: у периферии сверла α = 8 - 14°. По мере приближения к поперечной режущей кромке задний угол возрастает, достигая 20 - 26°.
Для уменьшения трения направляющих ленточек в отверстии сверлу придают обратную конусность, представляющую разность диаметров по ленточкам у режущей части и у хвостовика. Образующийся при этом угол обратного конуса сверла, весьма малый по величине, является вспомогательным углом в плане φ1. Обычно φ1 = 0,050. Величина обратного конуса определяется по формуле:
где d1 - диаметр сверла у режущей части, мм; d2 - диаметр сверла у хвостовика, мм;
h - расстояние между сечениями, в которых измеряются d1 и d2, мм.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|