- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лабораторная работа №8
Лабораторная работа №8
по дисциплине «Сварка и пайка неметаллических материалов»
Тема «ИЗУЧЕНИЕ ОБОРУДОВАНИЯ ДЛЯ ПАЙКИ»
Цель работы:
Изучение оборудования для пайки
Методическое обеспечение:
Методические указания к практической работе.
Конспект лекции.
Содержание темы:
Пайка в печах наиболее полно соответствует технологическим особенностям процесса, обеспечивает высокое качество паяных соединений и позволяет наиболее широко применять механизацию и автоматизацию в производстве.
По методу нагрева печное оборудование можно разграничить на следующие основные группы:
электропечи сопротивления,
индукционные электропечи и установки,
газопламенные печи.
В свою очередь, электропечи сопротивления и индукционные установки можно разделить на печи с контролируемой атмосферой, оснащенные газоприготовительными установками, и вакуумные печи, оснащенные средствами откачки.
Электропечи сопротивления с контролируемой атмосферой наиболее распространены. Печи с контролируемой атмосферой оснащены устройствами для транспортирования паяемых изделий, установками для приготовления контролируемой атмосферы и приспособлениями для сборки и пайки изделий. Для непрерывного процесса высокотемпературной пайки изделий используют электропечи с роликовым подом или с ленточным конвейером.
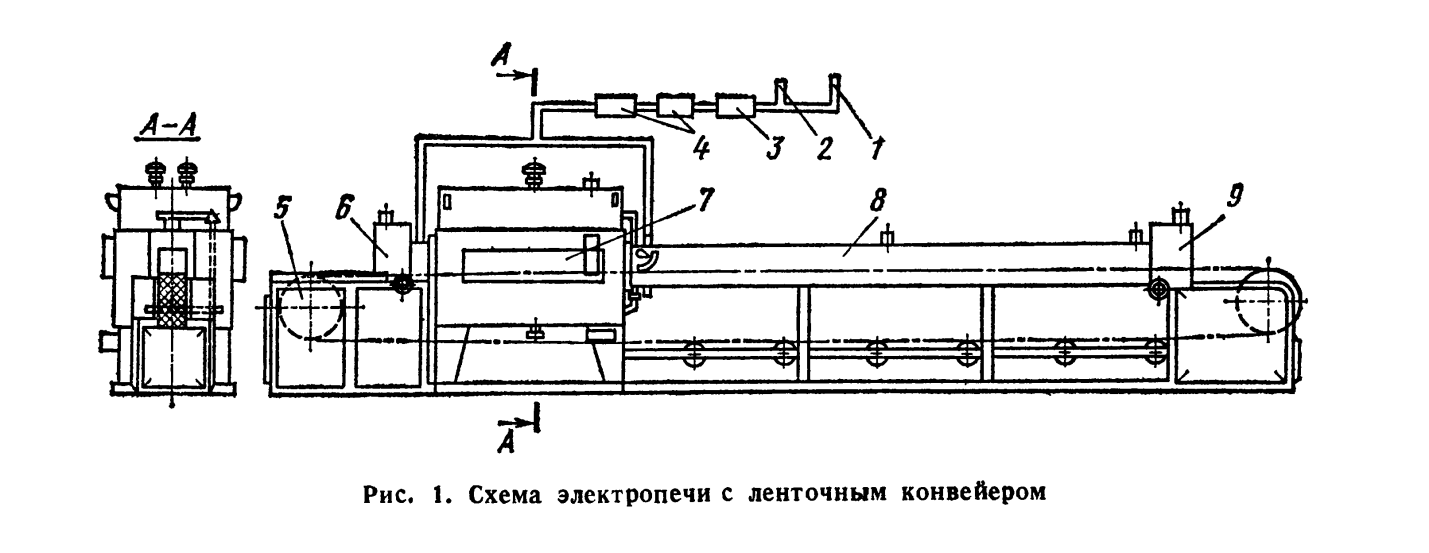
трубопроводы 1 и 2 подачи контролируемой атмосферы
осушители 3, 4
подвесная лента конвейера 5
камера предварительного подогрева 6
камеры пайки 7
камеры охлаждения 8
Наряду с электропечами непрерывного действия для пайки изделий широко используют колпаковые и в некоторых случаях шахтные печи. Колпаковые и шахтные печи отличаются от печей непрерывного действия возможностью производить пайку при более высоких температурах, поскольку в печах с устройствами для транспортирования паяемых изделий максимально достигаемая температура 1150° С.
Колпаковые печи выпускают с одним или двумя рабочими колпаками. Печи состоят из следующих основных узлов:
рабочей камеры,
стола
пульта управления.
Преимуществом индукционной пайки является быстрый нагрев паяемых изделий, обеспечивающий высокую производительность труда благодаря возможности механизации и автоматизации процесса. При индукционном нагреве в качестве источников питания применяют машинные и ламповые генераторы.
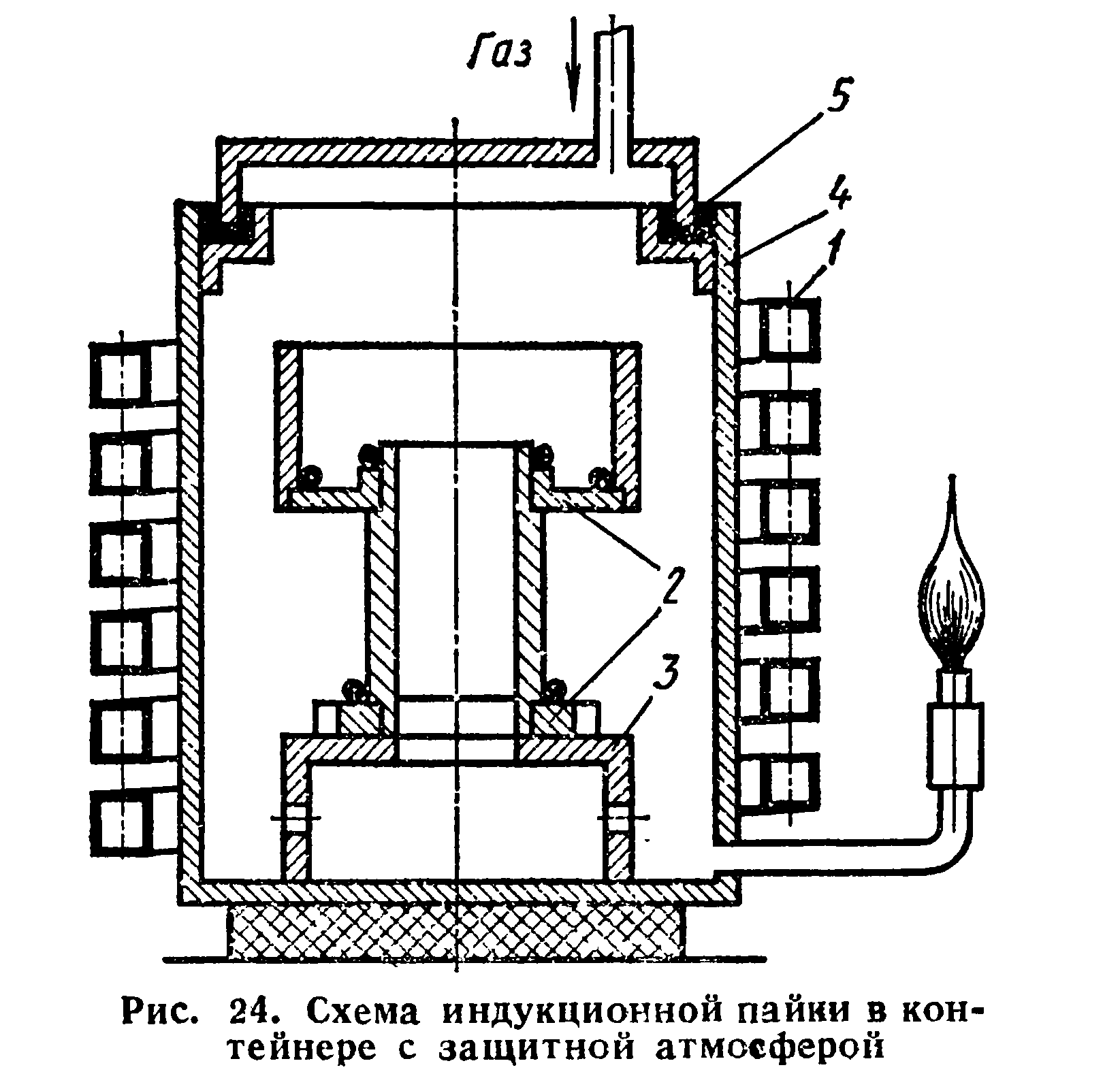
многовиткового индуктора 1, паяемого изделия 2, подставку 3, контейнер 4 с песчаным уплотнением 5.
.
Пайка концентрированными источниками энергии основан на применении безынерционных источников нагрева:
кварцевых ламп,
электронного луча,
лазера,
отличается быстротой нагрева изделий, возможностью точного регулирования процесса.
Пайку горелками широко применяют в промышленности вследствие незначительной стоимости и простоты оборудования, автономности и возможности нагрева независимо от формы и размеров изделий.
Горелки по способу подвода горючего подразделяют на инжекторные (низкого давления) и безынжекторные (высокого давления). В инжекторную горелку горючее поступает в смесительную камеру вследствие разрежения, создаваемого струей кислорода, проходящего через центральное сопло инжекторного устройства. Это позволяет использовать горючие газы с низким избыточным давлением (0,01—0,04 кгс/см2). В безынжекторные горелки горючий газ и кислород подаются под одинаковым дав- (0,4—1,0 кгс/см2}.
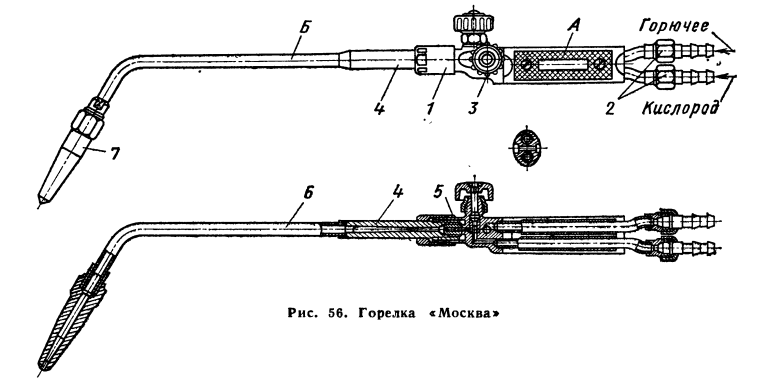
Горелка состоит из ствола А и наконечника Б, соединенных между собой накидной гайкой 1. Ствол имеет два присоединительных штуцера 2 (для кислорода и горючего) и два запорно-регулирующих вентиля 3, при помощи которых регулируют состав и мощность пламени. Ствол Л, как правило, служит рукояткой горелки. Наконечник Б представляет собой сменный узел горелки. Он состоит из смесительной камеры 4, инжекторного сопла 5 (в горелках низкого давления) или шайбы для дозирования расхода газов (в безынжекторных горелках), трубки 6 для горючей смеси и концевой части 7, называемой мундштуком.
Контрольные вопросы:
1. Назвать виды пайки
2. Нарисовать схемы печей для сварки
3. Преимущества сварки горелками
Содержание отчета:
1. Название работы.
2. Цель работы.
3. Нарисовать схемы печей.
4. Ответы на контрольные вопросы
5. Выводы
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|