- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Основы организации работ по монтажу контрольно-измерительных приборов и автоматики.
Основы организации работ по монтажу контрольно-измерительных приборов и автоматики.
Тема 1.5.3.
Технология соединения пластмассовых оболочек кабелей.
Пластмассовые оболочки кабелей при монтаже сваривают с пластмассовой соединительной трубой (муфтой) с помощью присадочного пластмассового прутка в струе горячего воздуха, который подают специальной пропано-воздушной горелкой. Разогревать пластмассу непосредственно пламенем горелки нельзя, так как высокая температура приводит к разложению пластмассы.
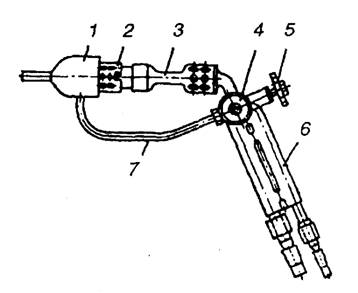
Пропано-воздушная горелка для сварки пластмассовых оболочек:
1 - кожух горелки; 2 - нагревательная головка; 3 - диффузор; 4 - вентиль для воздуха; 5 - вентиль для пропан-бутана; 6 - рукоятка; 7- труба.
Допускается нагрев воздуха для полистирола 120 - 160°С, полиэтилена 140 - 180°С, поливинилхлорида 160 - 200°С, винипласта220 - 240°С. Температуру воздуха регулируют вентилями горелки. В процессе сварки присадочный пруток, изготовленный из отходов оболочки кабеля, и свариваемый участок кабеля нагревают одновременно. После размягчения свариваемых поверхностей необходимо слегка прижать к ним присадочной пруток. Свариваемую поверхность сварщик формирует резиновой пластиной размером 80 х 80 х 5 мм. Шов после сварки должен остыть без принудительного охлаждения. Поры и неровности, обнаруженные после охлаждения, заваривают с применением присадочного прутка.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|