- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Неразъемные соединения деталей машин. Сварные и клеевые соединения. Соединения с натягом. Заклепочные соединения.
3.2. Неразъемные соединения деталей машин. Сварные и клеевые соединения. Соединения с натягом. Заклепочные соединения.
Классификация неразъемных соединений Неразъемным называют такое соединение деталей и узлов, разборка которого невозможна без повреждения деталей. Часто неразъемные соединения используют для получения деталей сложной формы и геометрии из простых дешевых элементов.
К неразъемным относят сварные, паяные, заклепочные, клеевые и формовочные соединения (соединения с гарантированным натягом).

Сварные соединения Сваркойназывают процесс соединения металлических и пластмассовых деталей путем установления межатомных связей между соединяемыми частями при местном нагреве, пластической деформации или одновременном действии того и другого.
Различают термическую, термомеханическую и механическую сварки. Наиболее распространенными видами сварки являются электродуговая, электронно-лучевая, газовая (термические); контактная и термокомпрессионная (термомеханические); трением, холодная и ультразвуковая (механические).
При электродуговой сварке электрической дугой в месте контакта электрода и соединяемых деталей расплавляется металл деталей и электрода и образуется прочный шов (см. рисунок).


Защитная обмазка металлического электрода образует при сварке большое количество шлака и газа, которые обеспечивают устойчивое горение дуги и защищают расплавленный металл от окисления. В месте сварки сильно окисляющихся при нагреве алюминиевых и магниевых сплавов, сплавов титана, высоколегированных сталей электрическую дугу окружают слоем инертного газа, аргона или гелия, что сильно удорожает сварку.
При газовой сварке для нагрева и плавления металлов используют теплоту газового пламени при сжигании ацетилена в кислороде. Такую сварку часто применяют для тонкостенных и легко окисляющихся деталей из металлов, обладающих различными температурами плавления, в частности, для сварки деталей из конструкционных сталей толщиной до 2 мм, меди – до 4 мм. Газовая сварка вызывает небольшие деформации и структурные изменения.
Электронно-лучевую (лазерную) сварку производят потоком электронов (частиц света) большой энергии. Этим способом обычно сваривают тугоплавкие и сильно окисляющиеся металлы и сплавы. Сварку производят в вакууме или в атмосфере аргона.
Контактная сварка – самый производительный способ сварки в массовом производстве.
Различают точечную, стыковую и роликовую (шовную) контактные сварки.
При точечной сварке (рис. 1, б) тонкостенные детали соединяют внахлестку. Под действием давления электродов, проводящих ток к месту сварки, образуются точечные сварные соединения. Так как высокие температуры действуют на небольших участках (точках), отсутствует коробление соединяемых деталей. Точечную сварку используют при изготовлении кожухов, панелей, шасси, стоек и других деталей.
При стыковой сварке (рис. 1, в) соединяемые детали сжимают и в зоне контакта при прохождении электрического тока выделяется большое количество теплоты. Стыковой сваркой соединяют детали различных форм и сечений (круг, квадрат, труба, уголок и т.д.).
Шовную сварку (рис. 1, г) осуществляют вращающимися дисковыми электродами. При этом получается непрерывный сварной шов, обеспечивающий герметичное соединение тонкостенных деталей.
Разновидностью контактной сварки является конденсаторная сварка – ток к месту сварки подается в виде короткого импульса при разряде конденсаторов. Контактная сварка позволяет сваривать разнородные материалы, детали малых толщин и сечений (сварка в «шарик» монтажных приводов) и детали различных сечений.
Термокомпрессионная сварка – это сварка под давлением с местным нагревом участка соединения за счет теплопередачи от нагретого электрода.
Применяется для присоединения металлических проводников толщиной в десятки микрон к полупроводниковым кристаллам, к напыленным пленкам, т.е. при монтаже элементов микросхем.
При сварке трением нагрев в месте соединения осуществляется за счет теплоты, выделяемой в месте контакта прижатых друг к другу и вращающихся по отношению друг к другу деталей.
Холодная сварка осуществляется без нагрева соединяемых деталей за счет их сжатия с помощью механических и гидравлических прессов до появления пластических деформаций. Холодной сваркой сваривают металлы с хорошими пластическими свойствами – алюминий и его сплавы, медь и ее некоторые сплавы; никель; олово; серебро; разнородные металлы, например, алюминий и медь.
Для получения прочных и плотных швов необходимо предварительно очистить поверхности контакта от окислов. Прочность соединения при точечной холодной сварке может быть выше, чем при точечной контактной сварке, но при этом значительно хуже внешний вид соединения из-за вмятин и пластической деформации.
Недостатки сварных соединений: появление остаточных напряжений в местах сварки за счет локального нагрева, что может привести к деформации свариваемых деталей; недостаточная вибрационная и ударная прочность; необходимость проведения термической обработки для снятия остаточных напряжений; сложность контроля дефектов и качества соединения.
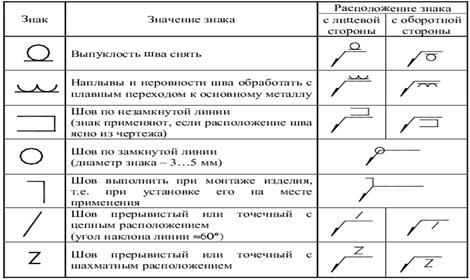
Сварные соединения обозначают прямой линией, оканчивающейся стрелкой, направленной к сварному шву. Линия соединена с полкой, над которой указывают параметры сварного шва. Если лицевая сторона сварного шва не видна, обозначение параметров помещают под полкой.
Свойства сварного соединения определяются свойствами материалов или их сочетаний, включая покрытия соединяемых деталей; видом и технологическими параметрами сварки; формой и размерами шва.
Свойство материалов образовывать сварные соединения, отвечающие требованиям конструкции и условиям эксплуатации, оценивается свариваемостью. Из материалов и их сплавов свариваются хорошо, без применения особых методов малоуглеродистые конструкционные и низколегированные стали (Ст0…Ст3, 08…25, 15Х, 15Г и др.), алюминий и его сплавы (Д1, Д16, АМц, АМг3, АЛ2, АЛ4), медь и ее сплавы (М3, ЛС59-1, Л63, БрАЖ9-4, БрОФ10-1, БрОЦ4-3 и др.); свариваются ограниченно только специальными методами или при определенных режимах сварки среднеуглеродистые стали (30 … 45, 30Г, 30ХГС и др.); свариваются плохо высокоуглеродистые и высоколегированные стали 65Г, У8, У10, чугуны.
Из неметаллических материалов сварке подвергаются только термопластические пластмассы (полиэтилен, полистирол, полипропилен и др.), при этом кромки деталей разогреваются до пластического вязкотекучего состояния, а затем подвергаются сжатию. В качестве присадочного материала применяют пруток из той же пластмассы, что и свариваемые детали.
Известны следующие способы сварки пластмасс: ультразвуком, токами высокой частоты, трением, газовыми теплоносителями и нагретыми инструментами.
Заклепочные (клепаные) соединения Заклепочные (клепаные) соединения выполняют с помощью специальных крепежных деталей – заклепок или непосредственным расклепыванием цапф деталей. Заклепка представляет собой цилиндрический стержень с двумя головками, одна из которых, называемая закладной, выполнена заранее, а вторая, замыкающая, получается в процессе сборки под ударами инструмента. Соединяемые детали при этом сильно сжимаются.
Форма и размеры заклепок стандартизированы. Стержень заклепки может быть сплошным или полым; головки по форме бывают полукруглые, потайные, полупотайные, плоские.
Заклепки изготавливают из пластичных материалов: низкоуглеродистых сталей (Ст2, Ст3, 08, 10), меди (М1), латуни (Л62), алюминиевых сплавов.

Материал соединяемых деталей может быть тверже или мягче материала заклепок. Желательно, чтобы коэффициенты линейного расширения заклепок и соединяемых деталей были равными или близкими друг другу. В противном случае при изменении температуры возникнут дополнительные напряжения, что снизит прочность соединения.
Диаметр d заклепки принимают примерно в 1,8 ... 2,0 раза больше минимальной толщины соединяемых деталей.
Стержень заклепки должен выступать над соединяемыми деталями на величину примерно 1,5d для образования замыкающей головки. Для обеспечения лучшей механической прочности и предотвращения концентрации напряжений при посадке и клепке заклепки рекомендуют минимальный зазор между заклепкой и стенками отверстия.
Диаметр отверстия под заклепку принимают на 0,2 ... 0,5 мм больше диаметра заклепки.
Заклепочные соединения применяют для соединения трудносвариваемых металлов и разнородных материалов; в конструкциях, подверженных действию вибрационных и ударных нагрузок; для соединения металлических деталей с неметаллическими.
Выбор формы заклепки зависит от материала и толщины соединяемых деталей.
Стальные заклепки применяют для прочных соединений, а латунные и алюминиевые – для соединений, не требующих большой механической прочности.
Для соединения деталей, изготовленных из хрупких или неметаллических материалов, используют полупустотелые (рис. 1, г, д, е) и пустотелые заклепки (рис. 1, ж, з, и).
Заклепки с полукруглой головкой – самые распространенные и применяются везде, где допустима выступающая головка.
Применение заклепок с потайной головкой целесообразно для деталей из прочных материалов при толщине более 2 ... 2,5 мм. При меньшей толщине берут заклепки с полупотайной головкой.
Для соединения мягких и эластичных материалов (винипласт, резина) необходимы большие площади головки, поэтому под заклепки ставят шайбы, прокладки. Клепка и развальцовка заклепок не должны сильно деформировать соединяемые детали.
Заклепочные соединения выполняют внахлестку (рис. 2, а) или встык с одной (рис. 2, б) или двумя (рис. 2, в) накладками и расположением заклепок в один, два или более параллельных или шахматных ряда.
Шаги между заклепками выбираются исходя из назначения соединения и удобства клепки: t = (2 ... 8)d, l = (1,35 ... 2)d, m = (1,5 ... 2)d.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|