- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ПРАКТИЧЕСКАЯ РАБОТА № 6
ПРАКТИЧЕСКАЯ РАБОТА № 6
ПО ДИСЦИПЛИНЕ: «ТЕХНОЛОГИЯ СВАРКИ ПЛАВЛЕНИЕМ»
Тема: «Определение доли основного металла в металле шва»
1. Цель работы
Изучить методики расчета доли основного и вспомогательного металла в металле шва
2. Методическое обеспечение
Методические указания по выполнению практической работы
3. Основные теоретические положения
Основные геометрические параметры стыкового шва:
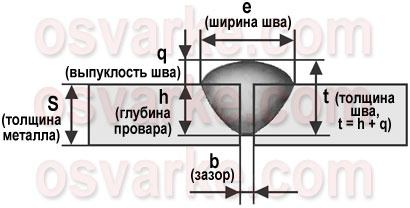
S – толщина свариваемого металла;
e – ширина сварного шва;
q – выпуклость стыкового шва (высота усиления) – наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей;
h – глубина провара (глубина проплавления) – наибольшая глубина расплавления основного металла;
t – толщина шва, t = q+h;
b – зазор.
Основные геометрические параметры углового шва:
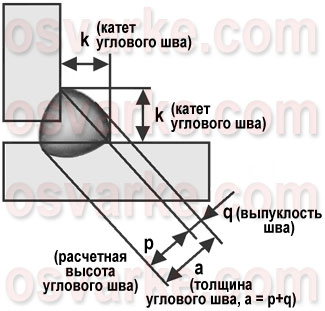
k – катет углового шва – кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали;
q – выпуклость шва;
p – расчетная высота углового шва – длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва;
a – толщина углового шва, a = q+p.
Коэффициент формы шва – отношение ширины шва к его толщине.
Kn = e / t
Значение коэффициента формы шва обычно бывает в пределах от 0,5 до 4. Оптимальным считается значение от 1,2 до 2.
Коэффициент выпуклости шва – отношение ширины шва к его выпуклости.
Ky = e / q
Значение коэффициента выпуклости шва не должно быть более 7–10.
Коэффициент долей основного металла в металле шва:
Kо = Fо / (Fо + Fэ),
где Fо – площадь сечения расплавленного основного металла,
Fэ – площадь сечения наплавленного электродного металла.

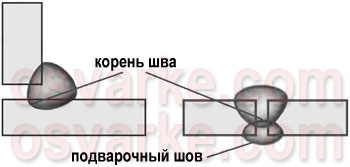
Корнем сварного шва называется часть шва, которая наиболее удалена от его лицевой поверхности. Подварочный шов – меньшая часть двустороннего шва, выполняемая заранее для предотвращения прожогов при дальнейшей сварке основного шва или укладываемая в последнюю очередь в корень шва.
Химический состав сварочного шва значительно отличается от основного металла, так как в этой области происходит перемешивание основного и электродного металлов, различных присадок, используемых при сварке, а также реакций взаимодействия жидкой фазы с атмосферными газами и защитными средствами.
Соотношения отдельных компонентов, из которых состоит сварочный шов, зависит от
1. способа наложения шва,
2. режимов сварки.
К примеру, если сварочный шов ведется с разделкой, то доля основного металла в структуре шва значительно снижается.
Соотношение основного и электродного металлов в сварочном шве определяют по формуле:
где gо — доля основного металла в сварочном шве, Sпр и Sн площади, занятые основным и электродным металлом соответственно. Если не учитывать реакции, происходящие в зоне сварки, то долю любого элемента «Сш», содержащегося в сварочном шве, можно определить по формуле:
где Со и Сэ — исходное содержание элемента в основном и электродном материале. Однако на практике такое явление встретить не удается. Поэтому определение доли элемента, содержащегося в металле шва, учитывают с помощью поправочного коэффициента «n», показывающего, какая доля металла, содержащегося в электроде или сварочной проволоке, переходит в металл шва. Величина этого поправочного коэффициента зависит от его химической активности, вида сварки и может колебаться в пределах от 0,3 до 0,95
В процессе сварки расплавленный металл активно вступает в реакцию с атмосферными газами, поглощая их и, тем самым снижая механические качества сварочного шва. К примеру, при дуговой сварке дуга, контактирующая с металлом состоит из смеси N2,О2, Н2, СО2, СО, паров Н2О, паров металла и шлака. В зоне плавления металла происходит распад молекул на атомы (так называемый процесс диссоциации). Под воздействием высоких температур молекулярный азот, водород и кислород распадаются и переходят в атомарное состояние, при котором активность газов значительно повышается. К примеру, атомы кислорода начинают активно растворяться в жидкой фазе металла, а при достижении предела растворимости начинается химическое взаимодействие сопровождающееся образованием оксидов. В результате этого примеси и легирующие элементы, содержащиеся в металле, окисляются. С повышением содержания кислорода в металле шва снижается предел прочности, предел текучести, ударная вязкость. Кроме того, ухудшается коррозионная стойкость и жаропрочность сталей. Кислород попадает в зону сварки из окружающего воздуха, из влаги, находящейся на свариваемых кромках и флюсах, с обмазки электродов. Удаление кислорода из расплавленного металла достигается за счет введения в сварочную ванну кремния и марганца, которые взаимодействуют с оксидом железа, образуя шлак. Шлак в процессе кристаллизации образует на поверхности шва твердую корку, которая удаляется механическим путем. Растворение азота в жидкой фазе большинства конструктивных металлов сопровождается образованием соединений, называемых нитридами. Это приводит к старению металла и повышению его хрупкости. Азот попадает в зону сварки из окружающего воздуха, и для недопущения образования нитридов сварочную ванну изолируют средой защитных газов. Защиту сварочного шва осуществляют при сварке легированных, жаропрочных сталей и большинства цветных металлов. Весьма нежелательным процессом является растворение водорода, что приводит образованию соединений, называемых гидридам. Образование этих соединений в зоне термического влияния приводит к появлению пор, микро-макротрещин. Водород попадает в зону сварки из атмосферного воздуха и при разложении влаги которая имеется на свариваемых кромках, обмазке электродов, защитных флюсах и т.д. Снижению водорода способствует предварительное прокаливание электродов, свариваемых поверхностей и тщательная их зачистка. Окись углерода в жидкой фазе металл практически не растворяется, но влияние этого соединения на качество сварочного шва огромно. В результате процесса кристаллизации металла окись углерода начинает выделять пузырьки, образуя поры в массиве сварочного шва. Негативное влияние на состав сварочного шва оказывает сера, которая находится в основном присадочном металлах, в покрытиях, флюсах и т.д Под действием высоких температур в сварочной ванне образуется сульфид железа (FeS), который в процессе кристаллизации образует эвтектику,температура плавления которой ниже, чем у основного металла. Эвтектика, размещаясь между зернами кристаллической решетки, ухудшает структуру шва и способствует появлению горячих трещин. Нейтрализуют действие серы такие элементы, как кальций и марганец, содержащиеся в сварочной проволоке и обмазке электродов. Пары воды, находящиеся в жидкой фазе металла, взаимодействуют с ней, образуя оксиды железа и водород. Бороться с этими вредными явлениями чрезвычайно трудно, и полностью изолировать сварочную ванну от влияния атмосферных газов чаще всего не удается. Для того чтобы снизить влияние на сварочную ванну атмосферных газов, применяют различные виды защиты (электродное покрытие, защитные газы, флюсы, вакуум и т.д.). Но так как абсолютно чистых веществ в природе не бывает (даже вакуум не бывает абсолютно полным и содержит некоторое количество примесей), то защитные средства также вступают во взаимодействия с жидкой фазой металла, вызывая так называемые металлургические реакции. Но, несмотря на это, применение защитных средств значительно снижает интенсивность металлургических реакций и позволяет добиться хорошего качества сварочного шва. Кроме того, большая скорость охлаждения сварочной ванны не позволяет металлургическим реакциям завершиться полностью. |



Контрольные вопросы
Как определяется доля основного металла в металле шва ?
Влияние азота, водорода и кислорода на кпчество сварного шва.
Список литературы
Думов С.И. Лабораторные работы по технологии электрической сварки плавлением.-Л.: Машиностроение, 1982.-151 с.
Думов С.И. Технология электрической сварки плавлением. Л.: Машиностроение,1987.- 461с.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|