- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лабораторная работа № 7
Лабораторная работа № 7
Выявление дефектов магнитографическим методом контроля.
по дисциплине: «Контроль качества сварных конструкций»
Тема: «Выявление дефектов магнитографическим методом контроля.»
Цель работы: Ознакомиться с методами измерения дефектов. Дать основные характеристики дефектов.
Последовательность выполнения практической работы:
1. Изучить основные теоретические положения.
2. Составить отчет.
3. Вывод.
4. Ответить на контрольные вопросы.
Основные теоретические положения:
Магнитографический метод дефектоскопии
Сущность этого метода заключается в намагничивании контролируемого участка сварного шва и околошовной зоны с одновременной записью магнитного поля на магнитную пленку (рис. 1) и с последующим считыванием полученной информации с магнитной ленты специальными устройствами магнитографических дефектоскопов.
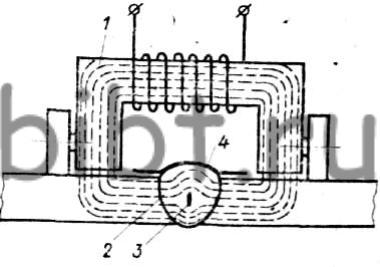
Рис. 1. Схема магнитографического контроля:
1 - намагничивающее устройство, 2 - сварной шов, 3 - дефект, 4 - магнитная пленка
Методика контроля. Методика магнитографического контроля включает следующие операции:
1. Осмотр и подготовку поверхности контролируемого изделия. При этом с поверхности контролируемых швов должны быть удалены остатки шлака, брызги расплавленного металла, грязь и т. д.
2. Наложение на шов отрезка магнитной ленты. Прижим ленты ко шву плоских изделий производят специальной эластичной «подушкой». При контроле кольцевых швов труб, сосудов и других изделий магнитную ленту к поверхности шва прижимают по всему периметру эластичным резиновым поясом.
3. Намагничивание контролируемого изделия при оптимальных режимах в зависимости от типа намагничивающего устройства, толщины сварного шва и его магнитных свойств.
4. Расшифровку результатов контроля, для чего магнитную ленту устанавливают в считывающее устройство дефектоскопа и по сигналам на экранах дефектоскопа производят расшифровку результатов контроля и оценку качества изделия.
Магнитографический метод в основном применяют для контроля стыковых швов, выполненных сваркой плавлением, и, в первую очередь, при дефектоскопии швов магистральных трубопроводов. Этим методом можно контролировать сварные изделия и конструкции толщиной до 20-25 мм.
Чувствительность метода. Чувствительность магнитографического метода контроля W определяется как отношение вертикального размера (глубины) ΔS минимально выявляемого дефекта к толщине основного металла контролируемого изделия S: W = ΔS/S•100%.
Чувствительность магнитографического контроля зависит от размеров, формы, глубины и ориентации дефектов, геометрии поверхности, параметров считывающей головки дефектоскопа и типа магнитной ленты. Магнитографией наиболее уверенно выявляются плоскостные дефекты (трещины, непровары, несплавления), а также протяженные дефекты в виде цепочек шлака, преимущественно ориентированные поперек направления магнитного потока. Значительно хуже выявляются округлые дефекты (поры, шлаковые включения). Практикой установлено, что этим методом уверенно обнаруживаются внутренние плоскостные дефекты, когда их вертикальный размер составляет 8-10% от толщины сварного шва.
При снятом усилении шва максимальная чувствительность контроля к указанным дефектам достигает 5%. Округлые внутренние дефекты обнаруживаются, когда их размер по высоте не меньше 20% от толщины изделия. Чувствительность магнитографического метода к поверхностным дефектам примерно такая же или несколько хуже, чем у магнитопорошкового. Чем глубже расположен дефект от поверхности изделия, на которую укладывается магнитная лента, тем хуже он выявляется. Современная аппаратура позволяет обнаруживать дефекты с вертикальным размером 10-15% толщины изделия на глубине залегания до 20-25 мм.
На чувствительность магнитографического метода сильно влияют высота и форма усиления шва, а также состояние его поверхности. Для лучшей выявляемоcти дефектов необходимо обеспечивать выполнение сварки таким образом, чтобы высота усиления шва не превышала 25% толщины основного металла шва, а переход от наплавленного металла к плоскости был плавным. При этом чешуйчатость на поверхности шва должна составлять не более 25-30% высоты усиления, но не более 1 мм. При контроле швов с грубой чешуйчатостью необходимо производить зачистку шва с целью устранить неровности. Не допускается контроль сварных швов со смещением кромок стыкуемых элементов. Наилучшие результаты получаются при контроле сварных швов, выполненных автоматической сваркой.
Чувствительность метода можно повысить за счет увеличения чувствительности магнитных лент и избирательности аппаратуры считывания результатов контроля с магнитной ленты.
Преимущества магнитографического метода контроля: высокая разрешающая способность (возможность выявления мелких дефектов), позволяющая регистрировать неоднородные магнитные поля, соизмеримые с размером частиц магнитного слоя ленты (порядка 1 мкм), возможность регистрации дефектов на сложных поверхностях и в узких зазорах.
Недостатки: необходимость вторичного преобразования информации, регистрируются только составляющие магнитных полей вдоль поверхности ленты, сложность размагничивания и хранения ленты - необходимо предотвращать воздействие внешних магнитных полей.
Контрольные вопросы:
1. Преимущества магнитографического метода контроля.
2.Недостатки магнитографического метода контроля
Содержание отчета:
- Название работы.
- Цель работы.
- Материальное обеспечение.
- Ответ на контрольные вопросы.
- Вывод.
Список литературы:
Куркин С. А., Николаев Г. А. Сварные конструкции. – М.: Высшая школа, 1991. – 398с.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|