- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тема 3.1 Станки токарной группы
08.05.2020 Тема 3.1 Станки токарной группы
Лекция 16 Многошпиндельные автоматы
Цель занятия:изучить многошпиндельные станки, их назначение, классификацию, схемы работы, основные узлы.
Задание до 13.05.2020: законспектировать классификацию многошпиндельных станков-автоматов, схемы работы многошпиндельных автоматов, устройство токарного многошпиндельного станка автомата 1Б265-6К область применения, основные узлы и принцип работы, схемы и принцип работы многошпиндельных полуавтоматов
2. Просмотреть видеоролик на тему «Многошпиндельные автоматы и полуавтоматы» https://www.youtube.com/watch?v=2GUKYFRoQII
3. В рабочих тетрадях ответить на вопросы в конце лекции.
4. Выполнить презентацию по тему «Восьмишпиндельный полуавтомат 1К282» (в презентации осветить: назначение станка, устройство его, основные узлы, принцип работы) (дополнительное оценивание для всех)
Ответы на контрольные вопросы оформить в конспекте, сфотографировать на телефон и выслать на электронную почту: dyachencko@ mail.ru или сообщением на личную страницу ВКонтакте https://vk.com/id121881712 до 13.05.2020
ВЫПОЛНЕННОЕ ЗАДАНИЕ ОБЯЗАТЕЛЬНО ДОЛЖНЫ ВЫСЛАТЬ СЛЕДУЮЩИЕ ОБУЧАЮЩИЕСЯ:
1. Вязовой А.Э.
2. Качанова Н.И.
3. Кулинич В.Д.
4. Мошненко Д.В.
5. Поляков В.Ю.
6. Тищенко София Н.
7. Шкондина А.Е.
План
1. Схема работы многошпиндельных автоматов
2. Токарные многошпиндельные автоматы 1Б265-6К, их строение, главные узлы, принцип работы, кинематика
3.Схемы и принцип работы многошпиндельных полуавтоматов
Рекомендуемая литература (электронная версия):
1 Чернов Н.Н.
Технологическое оборудование (металлорежущие станки): учеб. пос./Н.Н.Чернов. — Ростов н/Д : Феникс, 2009. —491 [1J с. —(Серия «СПО-).-
стр. 230-246
1.

Рис. 1 Принципиальная схема многошпиндельного автомата параллельного действия
По принципу работы многошпиндельные автоматы с горизонтальным расположением шпинделей делят на автоматы параллельного и последовательного действия. При обработке деталей на автоматах параллельного действия (рис.1) на каждом шпинделе выполняются одновременно все переходы, предусмотренные технологическим процессом. В конце цикла работы станка выходит столько деталей, сколько шпинделей находилось в работе.
Схема работы многошпиндельного автомата последовательного действия показана на рис.2. Шесть шпинделей 6 расположены по кругу в едином шпиндельном блоке 1. Вокруг этого блока расположены шесть поперечных суппортов 2, а на центральной гильзе 4 перемещается общий для всех шпинделей продольный суппорт 5. Он выполнен в виде шестигранника, на каждой грани которого устанавливают державки с соответствующими инструментами.

Рис. 2 Схема работы многошпиндельного автомата последовательного действия
Поперечные суппорты получают подачу от индивидуальных кулачков, а продольный- от одного общего кулачка. При необходимости на продольном суппорте можно устанавливать скользящие державки с режущим инструментом, которые получают другую подачу от индивидуальных кулачков. Здесь же можно устанавливать инструментальные шпиндели с независимым приводом вращения. Шпиндели автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7 и потому имеют одинаковую частоту вращения.
При обработке заготовок на многошпиндельном автомате все операции технологического процесса распределяют равномерно по позициям. Заготовки, установленные в каждом шпинделе, обрабатываются при их последовательном прохождении через все позиции автомата разными группами режущих инструментов. На последней позиции отрезается готовая деталь и подается пруток для изготовления следующей детали. Подача заготовок из одной позиции на другую производится при периодическом повороте шпиндельного блока на одну позицию. Во время обработки шпиндельный блок стоит на месте зафиксированным.
У некоторых автоматов могут быть предусмотрены две загрузочные позиции. За один оборот шпинделя одновременно завершается обработка двух заготовок.
2. Токарный шестишпиндельный автомат 1Б265-6К предназначен для изготовления деталей из прутков. На станке можно выполнять черновое, чистовое и фасонное обтачивания, подрезание, сверление, растачивание, зенкерование, развертывание, нарезание внутренней и внешней резьбы и накатывание резьбы.
Техническая характеристика:
Число шпинделей 6
Наиб. диаметр прутка, мм 65
Наиб. длина обработки, мм 190
Частота вращения шпинделей, мин-1
в обычном исполнении 73-1065
в быстроходном исполнении 73-1590
Число суппортов
продольных 1
поперечных 6
Основные части станка
На станине А (рис.3) установлен корпус шпиндельного блока В. Прутковый материал поддерживается трубами со стойкой Б. С правой стороны станины расположена коробка передач Ж, в которой установлен привод главного движения, привод подач распределительного вала Г, привод инструментальных шпинделей. В станке есть продольный суппорт и шесть поперечных суппортов с независимой подачей (два верхних Д, два нижних З и два средних).
Принцип работы:
Прутковый материал закладывают в направляющие трубы и закрепляют в цанговых патронах шпинделей. Каждый шпиндель получает вращающееся движение. Заготовка обрабатывается последовательно в шести позициях шпиндельного блока. Автомат имеет шесть поперечных суппортов, в пазах которых установлены резцедержатели с отрезными и фасонными резцами.
Инструментальные шпиндели используют для резьбонарезания и быстрого сверления. Они получают вращение от коробки передач через шлицевые валы. Все суппорты перемещаются от постоянных кулачков, установленных на распределительном валу. Шпиндельный блок периодически поворачивается на 60° для изменения позиции. Последний период- отрезка детали, после чего пруток подается в упор.
Главное движение- вращение основных шпинделей от эл.двигателя М1 через клиноременную передачу  , цилиндрическую пару
, цилиндрическую пару  , сменные зубчатые колеса
, сменные зубчатые колеса  и центральный вал
и центральный вал  . На этом валу закреплено зубчатое колесо z=48, от какого вращение передается колесам z=43, установленным на концах шести шпинделей.
. На этом валу закреплено зубчатое колесо z=48, от какого вращение передается колесам z=43, установленным на концах шести шпинделей.
Прилагаемый к станку набор сменных зубчатых колес позволяет получить 29 частот вращения шпинделя в пределах 73-1590 мин-1.
Подача всех рабочих органов станка осуществляется кулачками, установленными на распределительном валу. Во время рабочих движений станка распределительный вал вращается медленно, а при вспомогательных- быстро, с постоянной угловой скоростью.
Поперечные суппорты.

Рисунок 3 Кинематическая схема шестишпиндельного автомата 1Б265-6К
Суппорты 1 (рис.4) приводятся в движение рычажной системой 2 от дисковых кулачков 3 распределительного вала 4. Величина рабочего хода при данном кулачке устанавливается переставной тягой 5.
/ 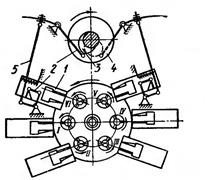
Рис. 4 Схема привода поперечных суппортов с постоянными кривыми
3. Горизонтальные многошпиндельные полуавтоматы предназначены для изготовления деталей из штучных заготовок (поковок, штамповок, отливок и заготовок из отрезков проката) в условиях массового и крупносерийного производства. Изготовляют обычно на базе многошпиндельных прутковых автоматов. Основным отличием полуавтоматов является то, что установку новой заготовки и снятие готовой детали выполняют вручную. В загрузочной позиции при снятии детали и установке заготовки шпиндель не вращается, все другие шпиндели в это время вращаются.
Вертикальные многошпиндельные полуавтоматы предназначены для обработки в патроне деталей сравнительно больших размеров в условиях массового производства. Эти станки имеют высокую производительность, занимают мало места, удобные для компонования технологических поточных линий. Подразделяют на полуавтоматы последовательного и параллельного действия (рис.5).

Рис.5 Принципиальные схемы полуавтоматов последовательного (а) и параллельного (б) действия
Полуавтоматы последовательного действия: на основании 1 установлена неподвижная шестигранная колонна 2 вокруг которой периодически поворачивается стол 3 с шестью шпинделями 4. Пять суппортов 6 обслуживают одновременно пять шпинделей. Заготовку устанавливают в загрузочной позиции и после поворота стола на 1/6 оборота шпиндель получает вращение. Начинается обработка в поз.1, а продолжается в позициях 2-4. В каждой позиции выполняется один или несколько переходов. Привод станка состоит из электродвигателя 7, редуктора 8 и механизма подач 5.
Принципиальная схема полуавтомата параллельного действия приведена на рис.5б. На основании 1 установлена неподвижная вертикальная колонна 2, вокруг которой непрерывно вращается стол, несущий шпиндели 5, и шестигранная гильза 3 с шестью суппортами 4, представляющие собой единое целое (карусель). При повороте гильзы 3 суппорты перемещаются по ее вертикальным направляющим от неподвижного барабана 6, с которым они связаны тягами 7. Каждый шпиндель имеет свой суппорт, с которого обрабатывается деталь во время вращения карусели. За один полный оборот карусели на каждом шпинделе, проходящем загрузочную зону, заканчивается обработка детали. В этой зоне сначала автоматически выключается вращение шпинделя и освобождается деталь, соответствующий суппорт быстро отходит в верхнее положение, снимается готовая деталь и устанавливается новая заготовка. Потом происходит автоматический зажим заготовки, шпинделю сообщается вращение, а суппорт быстро подводится к заготовке.
Контрольные вопросы
1. Как классифицируются токарные многошпиндельные автоматы по принципу работы?
2. Какая схема работы многошпиндельных автоматов последовательного действия?
3. Какая схема работы многошпиндельных автоматов параллельного действия?
4. Какой принцип работы токарного шестишпиндельного автомата 1Б265-6К?
5. Назовите основные части станка 1Б265-6К
6. Какое назначение у горизонтальных многошпиндельных полуавтоматов?
7. Какое назначение у вертикальных полуавтоматов?
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|