- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ПРАКТИЧЕСКАЯ РАБОТА № 7
ПРАКТИЧЕСКАЯ РАБОТА № 7
ПО ДИСЦИПЛИНЕ: «ТЕХНОЛОГИЯ СВАРКИ ПЛАВЛЕНИЕМ»
Тема: «Анализ характеристик наиболее распространенных марок покрытых электродов»
1. Цель работы
Произвести анализ характеристик наиболее распространенных марок покрытых электродов
Методическое обеспечение:
Методические указания к лабораторной работе
2. Основные теоретические положения.
Покрытые электроды для ручной дуговой сварки представляют собой проволочные стержни изготовленные из сварочной проволоки повышенного качества с нанесенными на них покрытиями.
В электродное покрытие входят следующие компоненты:
1. ионизирующие – элементы с низким потенциалом ионизации (К, Na, мел, полевой шпат, мрамор и др.), что облегчает ионизацию дугового промежутка и обеспечивает устойчивое горение дуги.
2. газообразующие – неорганические (мрамор СаСО3, магнезит MgСО3 и другие) и органические (крахмал, древесная мука, целлюлоза, слюда и т. п.) вещества;
3. шлакообразующие, составляющие основу покрытия, обычно это руды (марганцевая, титановая), минералы (ильменитовый и рутиловый концентраты, полевой шпат, кремнезем, гранит, мел, плавиковый шпат и др.);
4. легирующие элементы и элементы раскислители – кремний, марганец, титан и др., а также сплавы этих элементов с железом; алюминий как раскислитель вводится в покрытие в виде порошка – пудры;
5. связующие компоненты – водные растворы силикатов натрия и калия, называемые жидким стеклом;
6. формовочные добавки – вещества, предающие покрытию лучшие пластические свойства (бентонит, каолин, слюда и др.);
С целью повышения производительности сварки в покрытие добавляют железный порошок, содержание которого составляет до 60 % массы покрытия.
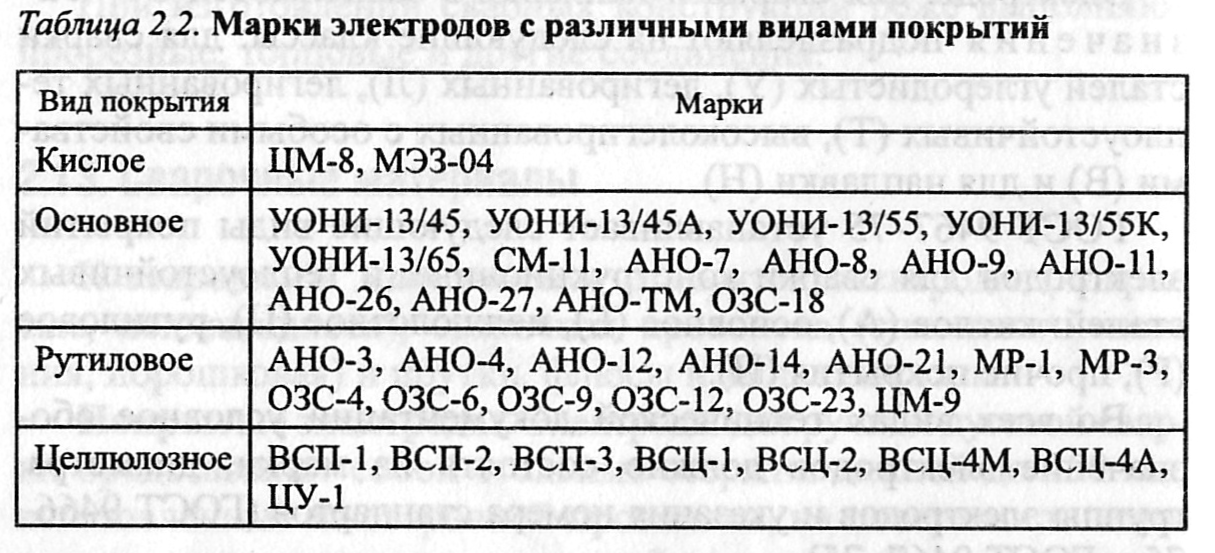
По виду покрытия различаются электроды с покрытием:
1. кислым – А;
2. основным – Б;
3. целлюлозным – Ц;
4. рутиловым – Р.
Кислые покрытия (А). Кислые покрытия, состоящие в основном из железной и марганцевой руды (оксидов железа и марганца), выделяют в дугу большое количество кислорода, который повышает ее температуру и снижает поверхностное натяжение расплавленного металла, делая его очень текучим. Это дает возможность увеличивать скорости сварки, но одновременно повышает опасность подрезов. Кроме этого, наличие в покрытии токсичных оксидов марганца делает сварку такими электродами небезопасной для здоровья сварщика. Поэтому чисто кислые покрытия используются в наше время ограничено. Их заменили смешанные рутилово-кислые (RA).
Рутиловые покрытия (Р). Рутиловые покрытия состоят преимущественно из природного концентрата рутила (двуокиси титана TiO2), кремнезема (гранита, полевого шпата, слюды), карбонатов кальция и магния, ферромарганца. Электроды с рутиловым покрытием обеспечивают переход металла стержня в ванну малыми или средними каплями и характеризуются спокойным расплавлением с небольшим количеством брызг. Шов имеет тонкий рисунок, шлак легко отделяется от металла шва.Очень важной особенностью электродов с рутиловым покрытием является легкость повторного зажигания дуги, обусловленная наличием TiO2. При этом не требуется даже удалять пленку в кратере электрода, поскольку она (при достаточно высоком содержании TiO2) обладает проводимостью полупроводника и обеспечивает зажигание дуги без соприкосновения стержня с основным металлом. Это достоинство рутиловых покрытий создает большое удобство при работе короткими швами, когда требуется часто прерывать дугу. Рутиловые покрытия менее вредны для здоровья сварщика, чем другие. Помимо чисто рутиловых покрытий, широко распространены смешанные: рутилово-целлюлозный тип (RC), рутилово-основной (RB), рутилово-кислый (RA), которые также обладают хорошими технологическими свойствами. Электродами с чисто рутиловыми и смешанными покрытиями (МР-3, АНО-21, АНО-4, ОЗС-6 и пр.) можно варить швы практически любого положения.
Основные покрытия. Покрытия основного типа состоят преимущественно из карбонатов магния и кальция (доломит, мрамор, магнезит). К ним добавляют в качестве разбавителя шлака плавиковый шпат (CaF2). Последний ухудшает работу при переменном токе, поэтому электроды с чисто основным покрытием предназначены для работы только на постоянном токе. Однако смешанные типы, имеющие меньшее содержание плавикового шпата, можно использовать и для работы с переменным током. Перенос металла в сварочную ванну происходит средними и крупными каплями, расплавленный металл получается вязкотекучим.
В отличие от прочих покрытий, образующаяся газозащитная среда минерального происхождения, состоящая в основном из СО и СО2, лишена водорода, приводящего к образованию холодных трещин в наплавленном металле. Из-за низкого содержания водорода, на базе основного покрытия изготавливают так называемые низководородные покрытия электродов.
Металл шва, сваренного электродами с основным покрытием, обладает повышенной пластичностью. Этими электродами сваривают ответственные конструкции.
Электродами с основным покрытием можно выполнять швы любого пространственного положения, однако из-за повышенной вязкости металла, швы получаются выпуклыми и грубоватыми.
Покрытия основного типа обладают повышенной гигроскопичностью, поэтому хранить их нужно в сухости. Основное покрытие имеют такие популярные электроды, как УОНИ 13/45 и УОНИ 13/55.
Целлюлозные покрытия. Целлюлозные покрытия состоят из целлюлозы, органических смол, ферросплавов, талька и прочих веществ. Главной особенностью сгорания в дуге покрытий с органическими веществами является образование большого количества защитных газов, и очень малого - шлака. Это делает их удобными для сварки вертикальных швов (шлак не стекает вниз).
К недостаткам электродов с целлюлозным покрытием относится значительное количество брызг при сварке и пониженная пластичность металла шва, обусловленная большим (относительно других покрытий) количеством водорода, образующегося при сгорании органических компонентов
Покрытия с железным порошком. Иногда в покрытие вводят железный порошок. Электроды с железным порошком обеспечивают повышенную производительность труда, отчего их и называют иногда "высокопроизводительными электродами". Железный порошок повышает проплавляющую способность сварочной дуги и обеспечивает качественную сварку стыковых соединений с нерегулярными или повышенными зазорами - даже при отсутствии подкладок. Кроме того, он улучшает повторное зажигание дуги.
Если покрытие содержит более 20% железного порошка, в его обозначение дополнительно вводится буква Ж. Например, обозначение РЖ означает - "рутиловое с железным порошком". В качестве примера электрода с железным порошком в покрытии можно привести АНО-1.
Контрольные вопросы:
Перечислить основные функции материалов электродных покрытий?
Список литературы:
С. И. Думов. Технология электрической сварки плавлением. Машиностроение, 1987 - 461 с.
С. И. Думов. Лабораторные работы по технологии электрической сварки плавлением – Л.: Машиностроение, 1982 – 151 с.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|