- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Практическая работа № 25. Тема: Возможности исправления дефектов в сварных соединениях.. Основные теоретические знания Последовательность заварки трещин на пластинах толщиной 10 -14 мм., длиной 100 – 200мм.
Практическая работа № 25
Тема: Возможности исправления дефектов в сварных соединениях.
Цель работы:изучить способ заварки трещин в сварных швах.
Оборудование:карточки – задания, оборудование лаборатории
Основные теоретические знания Последовательность заварки трещин на пластинах толщиной 10 -14 мм., длиной 100 – 200мм.
1. Взять подготовленный образец под сварку. При невозможности фактического выполнения работы все дальнейшие действия проводятсяч ВИРТУАЛЬНО, с записью проводимых действий в тетрадь.
1.1. По концам трещины засверлить отверстия, для предупреждения ее дальнейшего распространения.
1.2. Вырубить зубилом металл и образовать V- образную разделку кромок трещины.
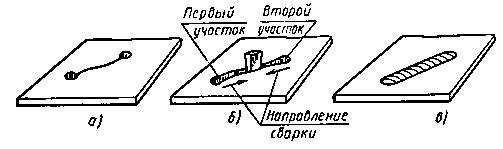
1.3. В середине трещины поставить клин рис.1 с целью избегания уменьшения зазора в процессе сварки. Вместо клина можно поставить прихватку (прихватки).
2. Заварить трещину.
2.1. Заварить корень шва на первом участке. Сварку начать от конца разделки и закончить у клина.
2.2.Удалить клин.
2.3. Заварить второй участок трещины корневым и вторым валиками.
2.4. Заварить первый участок вторым валиком. Перекрыть конец шва на втором участке не менее чем на 20мм.
2.5. Нанести декоративный валик рис1.в.
 3. Заварить трещину длиной более 200мм., соблюдая последовательность наложения швов рис.2
3. Заварить трещину длиной более 200мм., соблюдая последовательность наложения швов рис.2
Рисунок 1
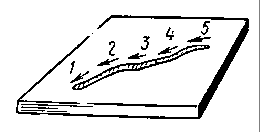
Рисунок 2
Отчет должен включать: цель проводимой работы; исходные данные (использованные материалы, оборудование, приборы, установки, схемы и т.д.); методика проведения работы и полученные результаты; выводы (или заключение) по работе.
Контрольные вопросы к практической работе №25:
1. Почему концы трещины необходимо засверливать?
2. Для чего в середине трещины устанавливают клин?
3. Почему для сварки длинных трещин рекомендуют «обратноступенчатый способ»?
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|