- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Измененная редакция, Изм. № 1).
(Измененная редакция, Изм. № 1).
2.11. Форма и размеры канавочных эталонов чувствительности приведены на черт. 2 и в табл. 3.
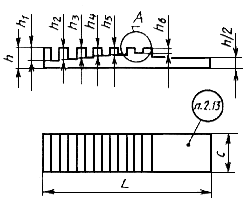
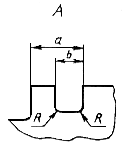
Черт. 2
Таблица 3
мм
| Но- | Глубина канавок | Пред. | R, | a | b | c | h | L | ||||||||||
| мер эталона | h1 | h2 | h3 | h4 | h5 | h6 | откл. глубины канавок | не более | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
| 0,60 | 0,5 | 0,40 | 0,3 | 0,20 | 0,10 | -0,05 | 0,1 | 2,5 | ±0,30; | 0,5 | +0,2; | -0,360 | -0,100 | -0,52 | ||||
| ±0,150 | +0,1 | |||||||||||||||||
| 1,75 | 1,5 | 1,25 | 1,0 | 0,75 | 0,50 | -0,10 | 0,2 | 4,0 | ±0,40 | 1,5 | +0,3 | -0,430 | -0,120 | -0,62 | ||||
| - | - | 3,00 | 2,5 | 2,00 | 1,50 | -0,25 | 0,3 | 6,0 | ±0,40 | 3,0 | +0,3 | -0,430 | -0,120 | -0,74 | ||||
| 4,00 | 3,5 | - | - | - | - | -0,30 | ||||||||||||
(Измененная редакция, Изм. № 1).
2.12. Форма и размеры пластинчатых эталонов чувствительности приведены на черт. 3 и в табл. 4.
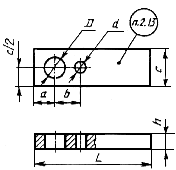
Черт. 3
Таблица 4
мм
| Номер | h | D | d | a | b | c | L | |||||||
| эталона | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. |
| 0,1 | -0,01 | 0,2 | +0,01 | 0,1 | +0,01 | ±0,15 | ±0,15 | -0,36 | -0,52 | |||||
| 0,2 | -0,025 | 0,4 | +0,025 | 0,2 | +0,025 | |||||||||
| 0,3 | 0,6 | 0,3 | ||||||||||||
| 0,4 | 0,8 | 0,4 | ||||||||||||
| 0,5 | 1,0 | 0,5 | ||||||||||||
| 0,60 | -0,06 | 1,2 | +0,06 | 0,60 | ±0,06 | ±0,18 | -0,43 | -0,62 | ||||||
| 0,75 | 1,5 | 0,75 | ||||||||||||
| 1,00 | 2,0 | 1,00 | ||||||||||||
| 1,25 | 2,5 | 1,25 | ||||||||||||
| 1,5 | -0,1 | 3,0 | +0,10 | 1,5 | +0,1 | ±0,18 | ||||||||
| 2,0 | 4,0 | +0,12 | 2,0 | |||||||||||
| 2,5 | 5,0 | +0,12 | 2,5 | |||||||||||
2.13. Маркировку эталонов чувствительности следует проводить свинцовыми цифрами по ГОСТ 15843-79 в соответствии с приложением 3. Первая цифра маркировки должна обозначать материал эталона, следующие (одна или две цифры) - номер эталона.
Условные обозначения материала эталона чувствительности: для сплавов на основе железа - 1, алюминия и магния - 2, титана - 3, меди - 4, никеля - 5.
2.14. Для маркировки канавочных эталонов допускается применять вырезы и отверстия или только отверстия, указанные в приложении 3. В этом случае толщина эталона в месте маркировки должна быть равна h.
При маркировке эталонов отверстиями длина эталона № 1 составляет 27-0,52 мм, № 2 - 38,5-0,62 мм, № 3 - 53-0,74 мм.
2.15. Для сварных изделий, предназначенных для экспорта, допускается использование других типов эталонов чувствительности, если это предусмотрено условиями экспорта.
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Радиографический контроль следует проводить после устранения обнаруженных при внешнем осмотре сварного соединения наружных дефектов и зачистки его от неровностей, шлака, брызг металла, окалины и других загрязнений, изображения которых на снимке могут помешать расшифровке снимка.
3.2. После зачистки сварного соединения и устранения наружных дефектов должна быть произведена разметка сварного соединения на участки и маркировка (нумерация) участков.
3.1, 3.2. (Измененная редакция, Изм. № 1).
3.3. Систему разметки и маркировки участков устанавливают технической документацией на контроль или приемку сварных соединений.
3.4. При контроле на каждом участке должны быть установлены эталоны чувствительности и маркировочные знаки.
3.5. Эталоны чувствительности следует устанавливать на контролируемом участке со стороны, обращенной к источнику излучения.
3.6. Проволочные эталоны следует устанавливать непосредственно на шов с направлением проволок поперек шва.
3.7. Канавочные эталоны следует устанавливать на расстоянии не менее 5 мм от шва с направлением канавок поперек шва.
3.8. Пластинчатые эталоны следует устанавливать вдоль шва на расстоянии не менее 5 мм от него или непосредственно на шов с направлением эталона поперек шва так, чтобы изображения маркировочных знаков эталона не накладывались на изображение шва на снимке.
3.9. При контроле кольцевых швов трубопроводов с диаметром менее 100 мм допускается устанавливать канавочные эталоны на расстоянии не менее 5 мм от шва с направлением канавок вдоль шва.
3.10. При невозможности установки эталонов со стороны источника излучения при контроле сварных соединений цилиндрических, сферических и других пустотелых изделий через две стенки с расшифровкой только прилегающего к пленке участка сварного соединения, а также при панорамном просвечивании допускается устанавливать эталоны чувствительности со стороны кассеты с пленкой.
3.11. (Исключен, Изм. № 1).
3.12. Маркировочные знаки, используемые для ограничения длины контролируемых за одну экспозицию участков сварных соединений, следует устанавливать на границах размеченных участков, а также на границах наплавленного и основного металла при контроле сварных соединений без усиления или со снятым усилением шва.
3.13. Маркировочные знаки, используемые для нумерации контролируемых участков, следует устанавливать на контролируемом участке или непосредственно на кассете с пленкой так, чтобы изображения маркировочных знаков на снимках не накладывались на изображение шва и околошовной зоны по п. 5.7.
3.14. При невозможности установки эталонов чувствительности и (или) маркировочных знаков на контролируемом участке сварного соединения в соответствии с требованиями настоящего стандарта порядок проведения контроля без установки эталонов чувствительности и (или) маркировочных знаков должен быть предусмотрен в технической документации на контроль или приемку сварных соединений.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|