- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Методы увязки размеров
Методы увязки размеров
Образование конечного (истинного) размера и формы поверхности изделия является сложным многоэтапным процессом. Он начинается с того, что конструктором на чертеже задаются размеры и формы поверхностей изделий в соответствии с их назначением.
Затем эти размеры и формы переносятся с помощью разного рода мерительных инструментов на приспособления и оборудование при его настройке и воспроизводятся в готовом изделии, выполненном с заданными размерами и формами. Мерительный инструмент проверяется по Государственному эталону.
Размер, которым начинается процесс переноса размера с чертежа изделия, называется первичным.
Размеры приспособлений, инструмента, оборудования, заготовки, которые возникают на промежуточных этапах получения конечного размера изделия, называются технологическими размерами.
В самолетостроении используются три метода увязки.
Схема увязки размеров по принципу связанного образования форм и размеров показана на рис. Схема имеет общие для обоих размеров этапы, число которых Р. Каждая из ветвей образования конечного размера А и В имеет свое число этапов, обозначенное соответственно буквами q и г.
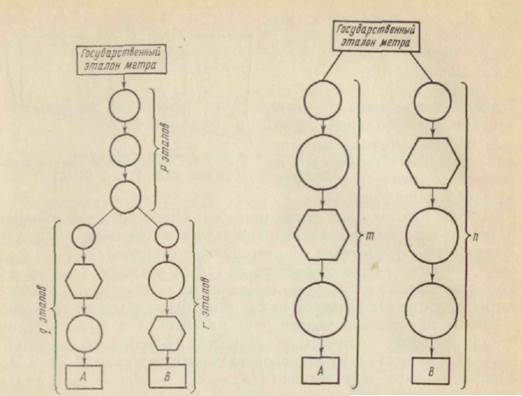
| Схема увязки по принципу связанного образования размеров | Схема увязки по принципу независимого образования размеров |
Поля производственных погрешностей каждого из размеров и увязки двух размеров между собой могут быть описаны следующими уравнениями:
|
|
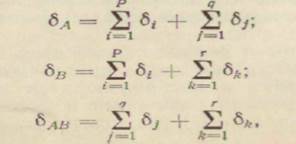
Таким образом, поля погрешностей каждого размера образуются путем суммирования погрешностей всех общих и индивидуальных для каждого размера этапов.
Поля погрешностей общих для обоих размеров этапов не влияют на точность увязки обоих размеров между собой.
Из уравнений находятся условия, при которых точность увязки размеров А и В выше точности каждого из этих размеров
|
|
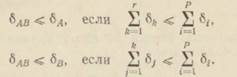
Таким образом, для того чтобы обеспечить высокую точность увязки размеров, необходимо все этапы, дающие большие погрешности в каждой из индивидуальных ветвей, перенести в общие для обоих размеров этапы. В этом случае погрешность увязки будет меньше погрешности каждого из размеров.
Воспроизведение размеров сопровождается обработкой поверхностей, образующих заданную форму изделия.
Операции переноса формы показаны шестиугольниками, а размеров — кружками.
Основное достоинство рассмотренного метода состоит в том, Что он позволяет обеспечить взаимозаменяемость изделий малой жесткости, сложной формы и больших габаритных размеров. Именно принцип связанного образования форм и размеров является теоретической основой плазово-шаблонного метода увязки заготовительной и сборочной оснастки, применяющегося в самолетостроении.
|
|
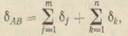
Увязка на основе принципа независимого образования размеров и форм изделий не содержит общих этапов переноса каждого из размеров. В этом случае перенос размеров А и В осуществляется независимо друг от друга при разном в общем случае числе индивидуальных этапов (т Ф п). По аналогии с предыдущим, поле погрешностей увязки А и В в этом случае запишется
Увязка на основе принципа компенсации состоит из одного этапа переноса размера с объекта А на объект В.
|
|
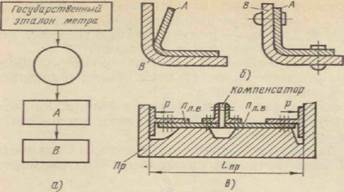
Увязка размеров и сборка с использованием принципа компенсации:
а — схема увязки по принципу компенсации: 6— сборка уголков по принципу компенсации с использованием деформации деталей; в — сборка лонжерона; Пр — приспособление; Пл в—верхний пояс лонжерона; Пл н —нижний пояс лонжерона
Практически увязка на основе принципа компенсации осуществляется или силовым замыканием, или заполнением зазора, возникшего при сборке между собираемыми элементами специальным компенсатором.
В качестве компенсаторов используются или твердеющие пасты, или металлические прокладки, после установки которых производится соединение верхнего и нижнего поясов лонжеронов.
Метод компенсации обеспечивает наибольшую точность увязки по сравнению с другими, так как содержит всего один этап переноса размеров. Увязка по принципу независимого образования размеров имеет меньшую по сравнению с двумя другими точность, так как содержит самое большое число индивидуальных этапов.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|