- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Защитные газы.
Защитные газы.
Защитные газы делятся на две группы: химически инертные и активные. Газы первой группы с металлом, нагретым и расплавленным, не взаимодействуют и практически не растворяются в нем. При использовании этих газов дуговую сварку можно выполнять плавящимся или неплавящимся электродом. К химически инертным газам, используемым при сварке, относятся аргон и гелий (табл. 2.11).
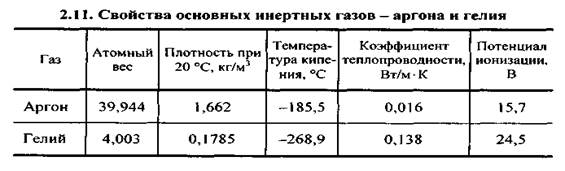
Газы второй группы защищают зону сварки от воздуха, но сами либо растворяются в жидком металле, либо вступают с ним в химическое взаимодействие. Из химически активных газов основное значение имеет углекислый газ. Ввиду химической активности углекислого газа по отношению к нагретому вольфраму (окисление и разрушение вольфрама) для дуговой сварки в углекислом газе используют плавящиеся электроды или неплавящиеся (угольные или графитовые).
Аргон - газообразный чистый поставляется по ГОСТ 10157-79 (в ред. 1998 г.) двух сортов: высшего и первого. Содержание аргона соответственно равно: 99,99 %; 99,98 %. 

 Хранится и транспортируется аргон в газообразном виде в стальных баллонах вместимостью 40 л под давлением 15 МПа. Баллон для хранения аргона окрашен в серый цвет, надпись зеленого цвета.
Хранится и транспортируется аргон в газообразном виде в стальных баллонах вместимостью 40 л под давлением 15 МПа. Баллон для хранения аргона окрашен в серый цвет, надпись зеленого цвета.
Аргон высшего сорта предназначен для сварки химически активных металлов (титана, циркония, ниобия) и сплавов на их основе. Аргон первого сорта рекомендуется для сварки неплавящимся электродом сплавов алюминия, магния и других металлов, менее чувствительных к примесям кислорода и азота.
Гелий - газообразный чистый поставляют по техническим условиям. Гелий для сварки марок А, Б и В содержит не менее 99,99 % чистого гелия, остальное примеси. Хранят и транспортируют гелий так же, как и аргон, в стальных баллонах при давлении 15 МПа. Цвет баллона коричневый, надпись белого цвета. В связи с тем, что гелий в 10 раз легче аргона, расход гелия при сварке увеличивается в 1,5 ... 3 раза.
Углекислый газ поставляется по ГОСТ 8050-85 (в ред. 1996 г.). Для сварки используют сварочную углекислоту высшего и первого сортов, которые отличаются лишь содержанием паров воды (соответственно 0,037 и 0,184 г/см3 при 20 °С и давлении 0,1 МПа). Углекислоту транспортируют и хранят в стальных баллонах вместимостью 40 л окрашенных в черный цвет, надписи желтого цвета.
При применении углекислого газа вследствие большого количества свободного кислорода в газовой фазе сварочная проволока должна содержать дополнительное количество легирующих элементов с большим сродством к кислороду, чаще всего Si и Мn (сверх того количества, которое требуется для легирования металла шва). Наиболее широко применяется проволока Св-08Г2С.
При сварке плавящимся электродом значительное влияние на характер переноса электродного металла, производительность расплавления электрода, разбрызгивание, и форму проплавления оказывает состав защитного газа, в котором горит дуга. Хорошие перспективы по улучшению этих показателей дает применение смесей газов.
Инертные газовые смеси состоят, как правило, из аргона и гелия. Обладая большей плотностью, чем гелий, такие смеси лучше защищают металл сварочной ванны от воздуха. Особенно хорошими защитными свойствами обладает инертная газовая смесь, состоящая из 70 об. % аргона и 30. об.% гелия. Плотность такой смеси близка к плотности воздуха. Для сварки химически активных металлов находит применение инертная смесь, содержащая 60—65 об. % гелия, а остальное аргон.
Смеси инертных и активных газов находят все более широкое применение при сварке плавящимся электродом сталей различных классов ввиду их технологических преимуществ: меньшей по сравнению с активными газами интенсивностью химического воздействия на металл сварочной ванны, высокой устойчивости дугового процесса, благоприятного характера переноса электродного металла через дугу.
При сварке стали применение в качестве защитного газа чистого аргона сопровождается нестабильностью положения катодного пятна на поверхности изделия. В результате получаются плохо сформированные сварные швы.
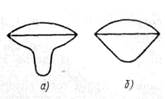
Форма провара при сварке в защитных газах:
а – в аргоне; б – в углекислом газе.
Добавка к аргону небольшого количества кислорода или другого окислительного газа существенно повышает устойчивость горения дуги и улучшает качество формирования сварных швов. Наличие кислорода в атмосфере дуги способствует более мелкокапельному переносу электродного металла. Это обусловлено поверхностно-активным действием кислорода на железо и его сплавы.
Поэтому для сварки конструкционных сталей применяют не чистый аргон, а смеси с кислородом и углекислым газом Аr–О2(1-5%), Аr–СО2 (8-20%), Аr–СО2 (15-30%)–О2 (5%).
Для сварки аустенитных сталей плавящимся электродом рекомендуется применять аргон с добавкой 1 об. % кислорода. Такая газовая смесь обеспечивает устойчивый процесс сварки и вместе с тем слабо окисляет металл сварочной ванны. Смесь аргона с 2 пли 5 об. % кислорода целесообразно применять при сварке ферритных сталей, когда требуется струйный перенос электродного металла. При сварке в таких газовых смесях качество форми-рования швов высокое, а разбрызгивание электродного металла очень невелико. Недостатками упомянутых смесей аргона с кислородом являются интенсивное излучение дуги и характерное для аргона пальцевидное проплавление основного металла.
Кислород входит в состав газовых смесей. Это бесцветный газ без запаха, поддерживает горение. Газообразный кислород поставляют в стальных баллонах под давлением 15 или 20 МПа окрашенные в синий цвет с надписью нанесенной черной краской.
Азот – бесцветный газ, без запаха, не горит и не поддерживает горение. Азот не растворяется в расплавленной меди и не взаимодействует с ней, а поэтому может быть использован при сварке меди в качестве защитного газа. Газообразный азот транспортируют в стальных баллонах под давлением до 15 МПа. Баллоны окрашены в черный цвет с коричневой полосой и надписью желтыми буквами.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|