- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Составить конспект по вопросам
Ответить на вопросы
Отчет прислать до 14.00
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие параметры контролируют при инструментальном контроле сварных швов?
2. Какова цель внешнего осмотра?
3. Какие дефекты выявляют внешним осмотром?
4. Какие инструменты применяют при внешнем и инструментальном контроле сварных соединений?
Составить конспект по вопросам
1. Сущность капиллярного метода контроля.
2. Достоинства метода.
3. Какие материалы можно контролировать с помощью капиллярного метода?
КОНТРОЛЬ СВАРНЫХ ШВОВ КАПИЛЛЯРНЫМ МЕТОДОМ
План
1.Физическая сущность контроля.
2.Понятие пенетранта.
3.Контроль с помощью пенетрантов.
Капиллярный контроль основан на капиллярной активности жидкостей - их способности втягиваться, проникать в мельчайшие каналы (капилляры), имеющиеся на поверхности материалов, в том числе поры и трещины сварных швов. Чем выше смачиваемость жидкости и чем меньше радиус капилляра, тем больше глубина и скорость проникновения жидкости.
С помощью капиллярного контроля можно контролировать материалы любого вида и формы - ферромагнитные и неферромагнитные, цветные и черные металлы и их сплавы, керамику, пластмассы, стекло. В основном, капиллярный метод применяют для обнаружения невидимых или слабовидимых невооруженным глазом поверхностных дефектов с открытой полостью. Однако с помощью некоторых материалов (керосина, например) можно с успехом обнаруживать и сквозные дефекты.
Для капиллярного контроля разработан ГОСТ 18442-80 "Контроль неразрушающий. Капиллярные методы. Общие требования".
Контроль сварных швов с помощью пенетрантов. К наиболее распространенным способам контроля качества сварных швов с использованием явления капиллярности относится контроль пенетрантами (англ. penetrant - проникающий) - веществами, обладающими малым поверхностным натяжением и высокой световой и цветовой контрастностью, позволяющей легко их увидеть. Сущность метода состоит в окраске дефектов, заполненных пенетрантами.

Рис.1 Пенетрант для контроля сварных швов
Существуют десятки рецептур пенетрантов, обладающих различными свойствами. Есть пенетранты на водной основе и на основе различных органических жидкостей (керосина, скипидара, бензола, уайт-спирита, трансформаторного масла и пр.). Последние (на основе различных органических жидкостей) особенно эффективны и обеспечивают высокую чувствительность выявления дефектов.
Если в рецептуру пенетрантов входят люминесцирующие вещества, то их называют люминесцентными, а способ контроля - люминесцентной дефектоскопией. Наличие таких пенетрантов в трещинах определяется при облучении поверхности ультрафиолетовыми лучами. Если в состав смеси входят красители, видимые при дневном свете, пенетранты называются цветными, а метод контроля - цветной дефектоскопией. Обычно в качестве красителей используются вещества ярко-красного цвета.
У разных пенетрантов разная чувствительность. Самые чувствительные (1-й класс чувствительности) способны выявлять капилляры с поперечным размером 0,1-1 мкм. Верхний предел капиллярного метода - 0,5 мм. Глубина капилляра должна быть минимум в 10 раз больше ширины.
Пенетрант может храниться в любой емкости и наноситься на контролируемый шов любым способом, но наиболее удобная форма выпуска - аэрозольные баллончики, с помощью которых смесь распыляется на поверхность металла. Обычно в комплект средства контроля швов входят три баллончика:
- сам пенетрант;
- очиститель, предназначенный для очистки поверхности от загрязнений перед проведением контроля и удаления излишков пенетранта с поверхности перед проявлением;
- проявитель - материал, предназначенный для извлечения пенетранта из дефекта и создания фона, для образования четкого индикаторного рисунка.
Баллончики могут быть разборными, позволяющими заряжать их на специальном зарядном стенде, входящем в комплект.
Методы контроля сварных соединений с использованием разных пенетрантов могут незначительно отличатся друг от друга, но в основном они сводятся к трем операциям - очистке поверхности, нанесению на неё пенетранта и проявлению дефектов с помощью проявителя. В деталях это выглядит следующим образом.
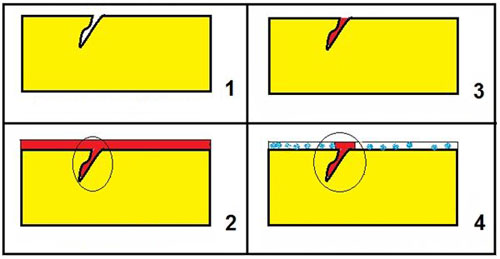
Рис.2 Контроль сварных соединений пенетрантом: 1 - очищенная поверхность с трещиной, 2 - нанесенный на поверхность пенетрант (пенетрант заполнил трещину), 3 - очищенная от пенетранта поверхность (пенетрант остался в трещине), 4 - нанесенный на поверхность проявитель (проявитель вытягивает пенетрант из трещины на поверхность, и может создавать светлый фон)
Поверхность шва и околошовной зоны очищается от загрязнения, обезжиривается и сушится. При очистке важно не внести в дефекты новых загрязнений, поэтому механический способ очистки, при котором повреждения могут забиться посторонними включениями, использовать нежелательно. Обычно рекомендуется заканчивать операцию очистки очистителем, идущим в комплекте, - протерев им поверхность материалом не оставляющим волокон. Если сварной шов перед контролем подвергался травлению, травящий состав нужно нейтрализовать 10-15% раствором соды (Na2CO3).
При контроле в условиях минусовых температур (если свойства используемого пенетранта допускают это), поверхность изделия рекомендуется протереть чистой тканью, смоченной в этиловом спирте.
Затем на поверхность распыляют пенетрант и дают выдержку в течение 5-20 минут (в соответствии с инструкций для конкретного состава). Это время необходимо на проникновение жидкости в имеющиеся дефекты.
После выдержки излишки пенетранта удаляются с поверхности. Способ удаления может различаться в зависимости от используемого состава. Водорастворимые смеси удаляют тканью без волокон, смоченной в воде, но обычно излишки пенетранта удаляются очистителем, входящим в состав комплекта. Независимо от способа удаления, нужно добиться того, чтобы поверхность была полностью очищена от препарата.
В заключительной стадии операции, из третьего баллончика наносится индикаторная жидкость, которая вытягивает пенетрант из полостей дефектов по принципу промокашки, отображая их расположение и форму в виде цветового рисунка. В случае необходимости, при осмотре применяют лупу с двукратным увеличением.

Рис.3 Контроль сварных швов пенетрантом
Проверка качества сварных швов с использованием пенетрантов имеет как достоинства, так и недостатки. В числе первых - простота использования, высокая чувствительность и достоверность обнаружения дефектов, многообразие контролируемых по виду и форме материалов, высокая производительность, относительная дешевизна. К основным недостаткам относится возможность обнаружения только поверхностных дефектов, необходимость тщательной очистки шва, невозможность применения после механической обработки поверхностного слоя. Применяя пенетранты, следует также иметь в виду, что широко раскрытые дефекты (более 0,5 мм) могут не проявиться - из-за особенности капиллярного явления.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|