- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Инструменты и приспособления сварщика
Рабочим местом электросварщика является закрепленный за рабочим или бригадой участок производственной площади, оснащенной в соответствии с требованиями осуществляемого технологического процесса определенным оборудованием, инструментом, приспособлениями и т.д.
При обслуживании рабочего места необходимо:
- своевременно получать сменные задания, наряды и чертежи;
- поддерживать оборудование в работоспособном состоянии;
- своевременно доставлять на рабочее место материалы, заготовки, электроды и т.п.;
- контролировать качество изготавливаемой продукции;
- поддерживать надлежащий порядок на рабочем месте.
Рабочее место электросварщика называют сварочным постом. Он может быть стационарным или передвижным.
В зависимости от выполняемой работы и габаритов свариваемых конструкций сварочный пост располагают в специальных сварочных кабинах или непосредственно на изделии.Рабочие кабины служат для защиты сварщиков от излучения дуги в постоянных местах сварки.
При сварке небольших изделий рабочие места оборудуют сварочными кабинами размером 2000x2000 или 2000х3000 мм. Стены кабин имеют высоту 1800...2000 мм, а для лучшей вентиляции подняты над полом на 200...300 мм. В качестве материала для стен используют тонколистовую сталь или несгораемые материалы.
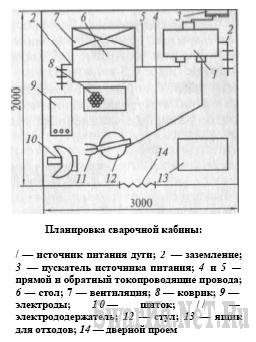
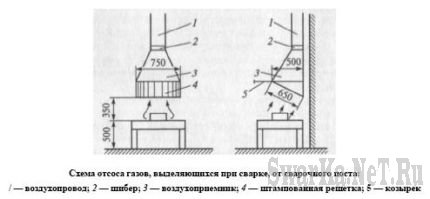
Стены окрашивают в светлые тона огнестойкой краской, хорошо поглощающей ультрафиолетовые лучи сварочной дуги. Дверной проем в кабине закрывают брезентовым занавесом на кольцах, пропитанным огнестойким составом. Полы в кабинах настилают из огнеупорного материала: кирпича или бетона. Кабины должны быть освещены дневным или искусственным светом, а также оснащены вентиляцией. Кроме общей вентиляции в них устанавливают местные отсосы, поглощающие вредные газы и пыль непосредственно из зоны сварки.
Для сборки и сварки деталей внутри кабины устанавливают металлический сварочный стол высотой 500...600 мм для работы сидя и около 900 мм для работы стоя площадью около 1м2. К столу приваривают стальные болты для крепления токоподводящего провода от источника сварочного тока и для провода заземления стола. Сбоку стола имеются гнезда для хранения электродов или присадочной проволоки. В выдвижном ящике стола хранят инструмент, а также технологическую документацию. Для удобства работы в кабине устанавливают металлический стул с подъемным винтовым сиденьем, изготовленным из неэлектропроводного материала (дерево, пластмасса и др.). Под ногами у сварщика должен находиться резиновый коврик.
Основной вид оборудования сварочных постов — источники питания дуги. Они могут быть одно- или многопостовыми. На рабочем месте обычно размещают однопостовые источники питания. При питании сварочных постов от многопостовых источников сварочный ток разводят по кабинам с помощью токоподводящих проводов или шин. В кабине устанавливают рубильник или магнитный пускатель для включения сварочного тока.При механизированной сварке в кабине размещают полуавтоматы и автоматы для дуговой сварки и необходимое вспомогательное оборудование и приспособления.
Для выполнения сварочных работ сварщик должен иметь определенный набор инструментов и принадлежностей.
Инструменты и приспособления сварщика
Основным рабочим инструментом сварщика является электрододержатель (рис. 1, а), необходимый для закрепления электрода при сварке и подвода к нему тока. Электр од одер жатель должен быть легким (400—700 г) и удобным, чтобы меньше утомлять сварщика. Расстояние от места зажима электрода до начала рукоятки берется равным 150 мм. Рукоятку делают из дерева плотных пород или других материалов, плохо проводящих тепло и не проводящих электрический ток, например из пластмассы. Электрододержатели при силе тока более 300 а снабжают защитным экраном.
Захваты электрододержателя делают из медных сплавов или стали; они должны прочно держать электрод при любом его наклоне.
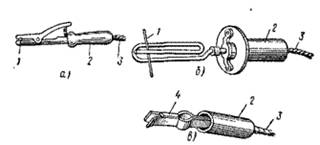
Рис. 1. Типы электрододержателеи
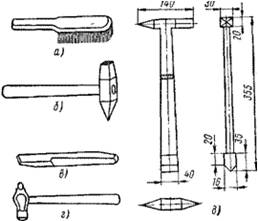
Рис. 2. Вспомогательные инструменты электросварщика
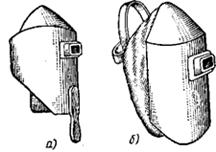
Рис. 3. Щиток (а) и маска- шлем (б) для защиты лица и глаз сварщика
Конструкция электрододержателя, показанная на рис. 1, б, позволяет уменьшать длину огарка. Это особенно важно при применении электродов из качественных сталей, так как длина огарка составляет до 20% длины нового электрода. Пружинные держатели, показанные на рисунке, распространены больше всего. Применяют также зажимные и винтовые.
Вспомогательными инструментами сварщика являются: стальная щетка для удаления ржавчины (рис. 2, а), молоток для сбивания шлака (рис. 2, 6), зубило (рис. 2, в) или комбинированное зубило (рис. 2, д), слесарный молоток (рис. 2, г) , клеймо и набор шаблонов для проверки размеров швов.
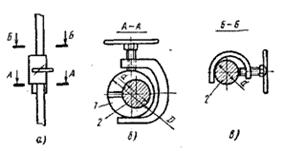
Рис. 4. Винтовая струбцина для крепления медных форм на вертикальных стержнях: а — схема расположения струбцины, бив — конструкция и способ крепления; 1 — медная форма, 2 —арматурный стержень
В условиях заводского цеха или на крупных строительных площадках, где есть источник сжатого воздуха, сварщики обычно применяют пневматические зубила.
Электросварщик должен обязательно пользоваться индивидуальными защитными приспособлениями.
К ним относятся:
а) щиток (рис. 3, а) или более удобная маска-шлем (рис. 3, б) со специальными цветными стеклами (светофильтрами) для защиты глаз и лица сварщика от действия лучей электрической дуги и брызг расплавленного металла;
б) изолирующая подставка (деревянная) или резиновый коврик при работе на токопроводящей или влажной поверхности (бетонный пол цеха, леса, подмости и др.);
в) монтажный пояс в случае, если монтажную сварку соединений арматурных каркасов выполняют на высоте, превышающей 5 м, и подвесных подмостей нет.
Кроме того, для крепления медных форм при стыковой сварке применяют специальные медные струбцины (рис. 4).
Во избежание ожогов от брызг расплавленного металла при контактной сварке электросварщик должен быть одет в брезентовую спецодежду и работать в брезентовых сухих рукавицах. Брюки на выпуск подбирают по длине так, чтобы они сверху закрывали плотно зашнурованные ботинки.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|