- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Розрахункова технологічна частина
ЗМІСТ
1. Загальна частина
1.1. Вступ ……………………………………………………………... 3
2. Розрахункова технологічна частина
2.1 Розробка технологічного процесу зварювання ……………….... 4
2.2 Призначення виробу та вибір матеріалу ……………………..…. 5
2.3 Вибір виду зварювання …………………………………………… 6
2.4 Вибір джерела живлення …………………………………………. 9
2.5 Вибір обладнання для зварювання ……………………………… 13
2.6 Розрахунок технологічного процесу зварювання ……………… 14
2.7 Висновок ………………………………………………………….. 18
3. Організація робочого місця зварювальника ………………………. 19
4. Охорона праці та життєдіяльності зварювальника ……………….. 20
5. Література …………………………………………………………….. 22
ПОЯСНЮВАЛЬНА ЗАПИСКА
2
1.1 Вступ
Зварювання є одним із основних технологічних процесів зварювання та ремонту виробів у різних галузях промисловості будівництва і транспорту. Без зварювання неможливо виробництво автомобілів, кораблів, літаків, мостів, котлів, турбін, реакторів та інших конструкцій. Зварювання дозволило створити принципово нові конструкції машин,внести корінні зміни в конструкцію й технологію виробництва. Порівняно з іншими способами виготовлення конструкцій зварні є легшими та дешевшими. При цьому економія металу становіть від 10% до 50%.
Суттєво розширились умови проведення зварювальних робіт. Електричне зварювання виконують в умовах високих температур, радіації в глибокому вакуумі, під водою, в умовах невагомості. Швидкими темпами основуються нові види зварювання: електронно-променеве, світлове, дифузійне, ультразвукове, електромагнітне, лазерне та інші. Розширились можливості дугового зварювання. Розроблена й серійно випускаються нові конструкції джерел живлення дуги, обладнання для механізованих способів зварювання, складально-зварні пристосування.
Головною вимогою до зварювання є висока якість з'єднання, тобто досягнення необхідних механічних властивостей шва і зварного з'єднання при відсутності в них дефектів, а також у розробку зварювального обладнання та матеріалів вніс інститут електрозварювання ім. Є.О. Патона. З 90-х років ХХ століття учені проводять дослідження щодо зварювання живих біологічних тканин, створення зварювальних роботів, досліджують проблеми коагуляції, розробляють вимоги щодо спеціальних інструментів і приладів.
ПОЯСНЮВАЛЬНА ЗАПИСКА
3
2. Розрахункова технологічна частина
2.1 Розробка технологічного процесу зварювання
Технологічний процес зварювання - це послідовність виконання
зварювальних операцій. Він складається з таких пунктів:
1) Слюсарна (заготовка) - підготовка металу до зварювання полягає в очищені, випрямленні, різанні і складанні.
2) Збірна - згідно з кресленням складаються деталі і прихоплюємо
3) Зварювальна - вибір та розрахунок режимів зварювання.
4)Контрольна - перевіряється правильність виконання всіх вимог до деталі. Після всіх цих операцій потрібно виконати післяопераційний контроль.
ПОЯСНЮВАЛЬНА ЗАПИСКА
4
2.2 Призначення виробу та вибір матеріалу.
Матеріал виробу 08Г2С - низьколегована сталь.
Балка потрібна для збільшення міцності трансформаторного баку.
Балка – це конструкційний елемент суцільного перерізу, призначений для роботи на поперечний згин. Балки використовують у різних перекриттях. Робочих площадках, естакадах, мостах, підкранових балок та інших конструкцій.
ПОЯСНЮВАЛЬНА ЗАПИСКА
5
2.3 Вибір виду зварювання
Виріб можна зварити двома видами зварки:
1) Електродугове зварювання (рис. 1)
2) Газове зварювання (рис. 2)
ПОЯСНЮВАЛЬНА ЗАПИСКА
Арк.
6
Дата
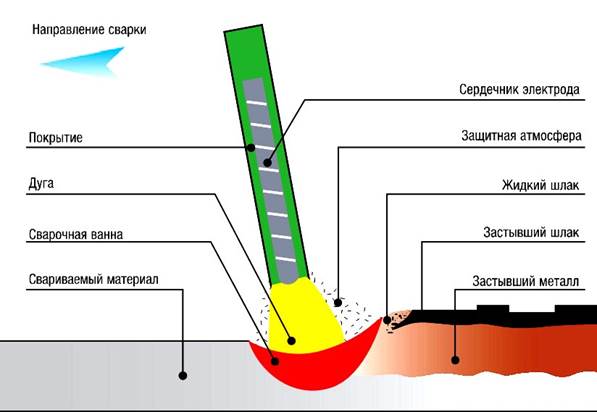
Рис. 1 Ручне дугове зварювання.
ПОЯСНЮВАЛЬНА ЗАПИСКА
7
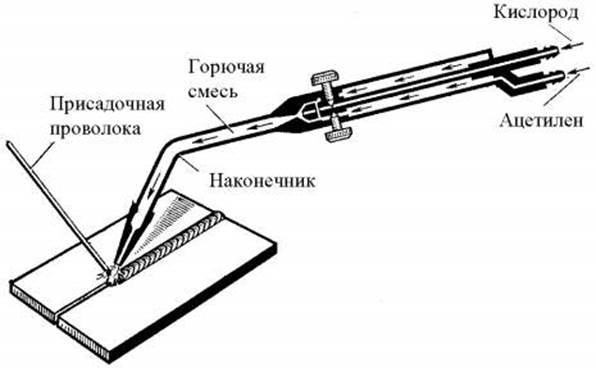
Рис.2 Газове зварювання.
ПОЯСНЮВАЛЬНА ЗАПИСКА
8
2.4 Вибір джерела живлення.
При ручному дуговому зварюванні використовуємо змінний струм тому джерелом живлення вибираємо свар очний трансформатор ТД-500 (рис. 3), який призначений для зниження напруги від 240 В або 380 В до безпечної напруги, але достатньої для запалювання та стійкого горіння дуги (при холостому ході 60 В – 90 В, а при горінні дуги до 42 В) і регулюванні сили зварювального струму залежно від діаметра електричного дроту та товщини зварювального металу.
Зварювальний трансформатор складається з: корпусу, в середині якого розміщений магнітопровід (осердя), на якому розміщена первина та вторинна обмотки, які розташовані на осерді (первинна обмотка нерухома, вторинна рухається по осереддю вверх і вниз). Струм регулюється рукояткою, якщо повертати за часовою стрілкою, то вторинна обмотка підіймається і струм падає а якщо навпаки по струм підвищується. Трансформатори деяких типів оснащають пристроями для зниження напруги холостого ходу із збудником - стабілізатором ВСД і конденсаторами для підвищення коефіцієнта потужності.
ПОЯСНЮВАЛЬНА ЗАПИСКА
9
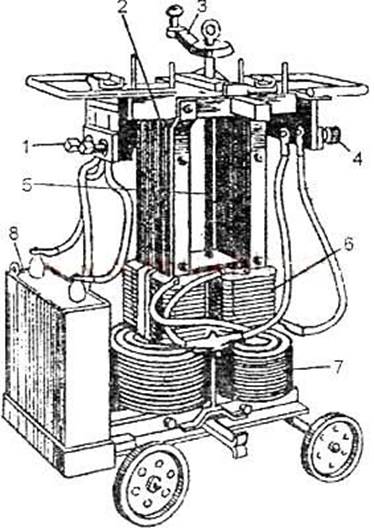 |
Рис. 3 Зварювальний трансформатор ТСК-500
ПОЯСНЮВАЛЬНА ЗАПИСКА
10
При газовому зварювані джерелом живлення слугує ацетиленовий генератор типу КВ (рис.4) мають високий коефіцієнт використання карбіду кальцію, забезпечують найкращі умови його розкладання, добре охолодження і промивання газу. Недоліком генераторів типу КВ є значні витрати води. Ця система використовується для генераторів високої продуктивності.
Він складається з: бункера, решітки для карбіду кальцію, отвору для спуску осадку (ізвести) очищувача та отвір для відбору газу. Кількість отриманого ацетилену регулюють кількістю карбіду, який поступає у воду яка знаходиться у генераторі.
При газовому зварюванні використовують горючу суміш ацетилену та кисню. Ацетилен отримують за допомогою хімічної реакції карбіду кальцію з водою.
ПОЯСНЮВАЛЬНА ЗАПИСКА
11
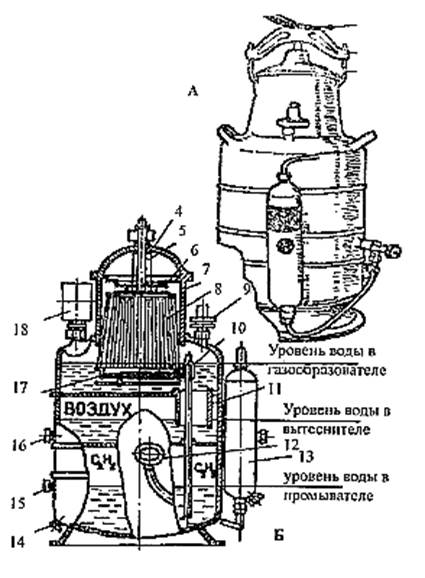
Рис. 4 Ацетиленовий генератор
ПОЯСНЮВАЛЬНА ЗАПИСКА
12
2.5 Вибір обладнання зварювання
При ручному дуговому зварюванні використовуємо таке обладнання:
1) Електродотримач (рис.2) постійного типу ЄП-2 (250А) для зажиму електроду, підведення до нього струму, забезпечення швидкого та легкого зміну електродів. Електродотримачі повинні витримувати без ремонту 8 тисяч затискань.
2) Зварювальні провода (кабелі) призначенні для з'єднання електродотримачів із джерелами живлення та підводу зварювального струму.
3) Зварювальний трансформатор ТД-500 (рис.З) для зниження напруги з мереж до безпечної для зварювання і необхідної для запалення дуги.
При газовому зварюванні використовуємо таке обладнання:
1) Зварювальний пальник інжекторного типу ГС-З (рис.1), який використовується для регулювання потужності горючої суміші ацетилену та кисню.
2) Рукава (шланги) використовують для підводу ацетилену та кисню до пальника. Вони повинні витримувати великий тиск, бути гнучкими і не заважати рухам зварника.
3) Ацетиленовий генератор (рис.4) використовується для отримання ацетилену з карбіду кальцію.
4) Кисневий балон для забезпечення киснем горючу суміш.
5) Два редуктори на ацетиленовий генератор і для кисневого балону.
ПОЯСНЮВАЛЬНА ЗАПИСКА
13
2.6 Розрахунок технологічного процесу зварювання
При ручному дуговому зварюванні:
► Слюсарна (заготовка) - підготовка металу до зварювання полягає в очищені, випрямленні, різанні і складанні.
► Збірна - згідно з кресленням складаються деталі і прихоплюємо
► Зварювальна - вибір та розрахунок режимів зварювання.
►Контрольна - перевіряється правильність виконання всіх вимог до деталі. Після всіх цих операцій потрібно виконати після операційний контроль.
Режими прихопок
Товщина деталі S=4 мм
1) Рід струму – перемінний
2) Діаметр електроду - вибираємо за таблицею
dє= 3 мм
3) Сила струму (І) - розраховуємо за формулою І=к*dє
К - коефіцієнт пропорційності А/мм
І=(30-45)*3=(90-135)А
І=(90-135)А
4) Напруга дуги 16-32 В
5) Швидкість зварювання залежить від кваліфікації зварника
4) Марка електроду Є46 МР-3
| Товщина деталі, мм | Діаметр електроду, мм | Сила струму, А | Напруга дуги, В |
| S=4 | dє= 3 | 90 – 135 | 16 – 32 |
ПОЯСНЮВАЛЬНА ЗАПИСКА
14
Режими зварювання
Товщина деталі Б=4мм
1) Рід струму – перемінний
2) Діаметр електроду - вибираємо за таблицею
dє= 4мм
3) Сила струму (І) - розраховуємо за формулою І=к*dє
К - коефіцієнт пропорційності А/мм
І=(30-45)*4=(120-180)А
І=(120-180)А
4) Напруга дуги 16-32 В
5) Швидкість зварювання залежить від кваліфікації зварника
6) Марка електроду Є46 МР-3
| Товщина деталі, мм | Діаметр електроду, мм | Сила струму, А | Напруга дуги, В |
| S=4 | dє=4 | 120 – 180 | 16 – 32 |
Контролюємо виконання швів візуально і гасом.
ПОЯСНЮВАЛЬНА ЗАПИСКА
15
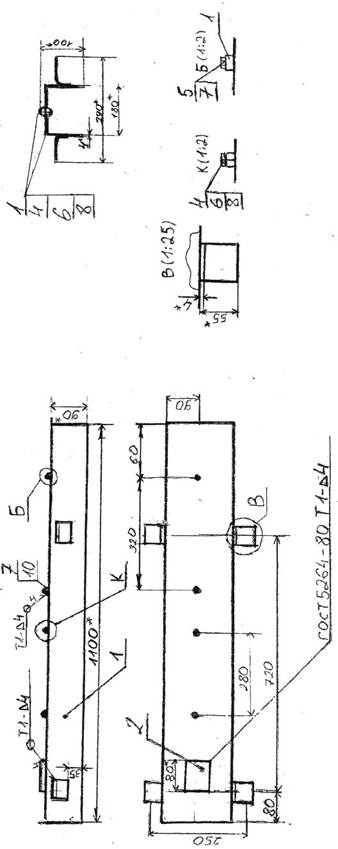
| 1. Швелер 1 2. Пластина 1 3. Кут 4 4. Гайка 4 5. Болт 4 6. Шайба 2 Зварювання виконати за ГОСТ 5264-80 |
ПОЯСНЮВАЛЬНА ЗАПИСКА
16
Газове зварювання
Для зварювання балки обираємо інжекторний пальник типу ГС-3 середньої потужності.
Товщина деталі S = 4мм
1) Потужність полум'я розраховуємо за формулою П=к*S
К- коефіцієнт пропорційності, який визначає затрати ацетилену в л/год., для зварювання 1мм товщини металу.
К=(100-130) для сталі
П=(100-130)*4=(400-520) л/год.
2) Вид полум'я обираємо нормальний
3) Для зварювання балки обираємо лівий спосіб зварювання
4) Діаметр зварювального дроту розраховуємо за формулою d=s/2+1 для лівого способу.
D=3мм, марка дроту Св 08Г2С
5) Флюси забезпечують видалення з металу шва неметалевих включень, для захисту від окиснення кромок металу.
6) Номер мундштука вибираємо залежно від товщини металу та потужності полум'я.
S=4 мм
| Потужність полум'я, л/год | Вид полум'я | Спосіб зварювання | Діаметр зварюваль-ного дроту, мм | Флюси | Номер мундштука |
| (400-520) | Нормаль-ний | Лівий | D=3 | бура | S=4 |
ПОЯСНЮВАЛЬНА ЗАПИСКА
17
2.7 Висновок
Зварювання є одним із основних технологічних процесів виготовлення та ремонту виробів у різних галузях промисловості, будівництва й транспорту.
1) Якість шва виробу краще в електродуговій, ніж при газовій.
2) Вища швидкість зварювання в електродуговій зварці, ніж при газовому зварюванні.
3) Низька вартість зварних матеріалів відносно газового способу зварювання.
Із цього можна зробити такий висновок, що електродугове зварювання краще, ніж газове.
ПОЯСНЮВАЛЬНА ЗАПИСКА
18
3. Організація робочого місця зварювальника
Робоче місце зварювальника (рис.5) обладнане всім необхідним для виконання зварювальних робіт. Називається зварювальним постом. Для організації газозварювального поста необхідно:
- Кисневий балон з редуктором
- Ацетиленовий генератор із запобіжним затвором або ацетиленовий балон з редуктором.
- Гумові шланги для подачі кисню і горючого газу в пальник, або різак.
- Зварювальний пальник.
- Прихваточний дріт (пруток).
- Флюси, якщо вони необхідні для зварювання даного металу.
- Заварювальний стіл і пристосування для складання.
- Приладдя для зварювання і різання, окуляри з темним склом, набір ключів, молоток, зубило, сталеві щітки, лінійка, кутник, рисувалка та інше.
- Система вентиляції.
- Протипожежні засоби.
- Відро з водою для охолодження пальника.
- Контейнери для відходів.
Пости бувають пересувні та стаціонарні. Пересувні пости використовуються для ручних робіт у різних місцях та території підприємств і в будівлях, а також при монтажних роботах. Для організації електрозварювального поста необхідно:
- Зварювальний трансформатор, або випрямляч.
- Баластний реостат.
- Гумові рукава.
- Зварювальний електродотримач.
- Електроди.
- Флюси, якщо вони необхідні для зварювання даного металу.
- Зварювальний стіл і пристосування для складання.
- Приладдя для зварювання і різання: шолом з двома типами скла (звичайне, затемнене), молоток, зубило, сталева щітка, та інше.
- Система вентиляції.
- Протипожежні засоби.
ПОЯСНЮВАЛЬНА ЗАПИСКА
19
4. Охорона праці та житедіяльності зварника
Відповідальність за дотримання техніки безпеки несе адміністративно-технічний персонал підприємств, майстри, виконроби спеціальні працівники з техніки безпеки.
Державний контроль за виконанням норм і правил з техніки безпеки здійснює інспекція державного нагляду охорони праці.
За дотриманням санітарних умов праці стежить державна санітарна інспекція. За дотриманням норм пожежної безпеки стежить державна пожежна інспекція.
При технічних оглядах, ремонті та експлуатації зварювального устаткування найнебезпечнішим ураженням є ураження електричним струмом. Тому особи, які обслуговують це устаткування, мають дотримуватися таких основних заходів електробезпеки:
- працювати тільки на справному та заземленому устаткуванні.
- не торкатися голими руками клем та струмоведучих частин зварювальних установок, кабелів без ізоляції або з пошкодженою ізоляцією;
- до початку робіт перевірити цілісність зварювальних кабелів і кожному переміщенні їх не допускати ушкодження ізоляції, стикання їх з водою маслом, сталевими канатами, трубопроводом з горючими газами та киснем і гарячими трубами;
- гнучкі проводи електрокерування значної довжини слід розміщувати у гумових або брезентових рукавах. Захищати зварювальні кабелі від ушкоджень і при необхідності додатково обмотувати їх брезентовою стрічкою;
- не використовувати як зворотній провід зварювального кола контури заземлення. Труби санітарно-технічного обладнання, металоконструкції завершених будівель та технологічного обладнання;
- не застосовувати для зварювання в особливо небезпечних умовах установки без пристроїв автоматичного вимкнення напруги 12В з витримкою часу не менш як 0,5с після розімкнення кола.
ПОЯСНЮВАЛЬНА ЗАПИСКА
20
- при експлуатації устаткування слід пам'ятати, що напруга неробочого ходу зварювальних трансформаторів, працюючих без пристрою зниження неробочого ходу, не повинна перевищувати 60 – 90 В, зварювальним агрегатом і живильною мережею не повинна бути більшою за 10 м.
Основні вимоги щодо налагодження кваліфікаційного монтажу, експлуатації на зварювальне устаткування, яка входить до комплекту поставки заводу виробника, електричний монтаж має виконуватися згідно з «правилами обладнання електротехнічних установок». Перед монтажем нове устаткування розконсервовується. З поверхні деталі знімається консервуючи мастило та захисний папір. Ввімкненою зварювальної апаратури до мереж передує обов'язкове заземлення корпусів шаф керування та джерел живлення та інших металевих не струмоведучих частин складально-зварювальних установок і оснастки, а також перевірка відповідності напруги живильної мережі напрузі, обумовлений паспортними характеристиками устаткування. Заземлення здійснюється за допомогою оголених гнучких проводів, або шин із міді або інших струмопровідних металів. Заземлюючий пристрій складається з землювачів що безпосередньо прилягають до землі та заземлюючих провідників, які з'єднують електрообладнання з землею. Натуральним заземлювачами слугують електропровідні частини будівельних і виробничих конструкцій. Кожна зварювальна установка повинна вмикатися в мережу окремим рубильником або пускачем із запобіжниками. Вибір перерізу провідників для підключення устаткування в мережу визначається з умов допустимого спаду напруги на них не більше 5%.
ПОЯСНЮВАЛЬНА ЗАПИСКА
21
5. Література
1. Гуменюк І.В., ІваськівО.Ф. Обладнання і технологія газозварювальних робіт. Підручник. – К.: Грамота, 2005. – 272 с.: іл. –Бібліогр.: с. 266. ISBN 966-349-000-4
2. Гуменюк І.В., Іваськів О.Ф., Гуменюк О.В. - підручник: Технологія електродугового зварювання. – К.: Грамота, 2006. – 512 с.
3. Конспект.
ПОЯСНЮВАЛЬНА ЗАПИСКА
22