- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ИЗМЕРЯЕМЫЕ ДЕТАЛИ. ПОДГОТОВКА К ИЗМЕРЕНИЯМ. ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
ИЗМЕРЯЕМЫЕ ДЕТАЛИ
С помощью калибров контролируется годность разных деталей. Это могут быть втулка с отверстием цилиндрической формы, деталь, ограниченная плоскими, деталь с коническим отверстием и деталь с хвостовиком конической формы, т. е. деталь с наружной конической поверхностью
ПОДГОТОВКА К ИЗМЕРЕНИЯМ
1. Тщательно протереть поверхности детали, подлежащие контролю с помощью калибров.
2. Проверить поверхности калибров и при необходимости принять соответствующие меры.
ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
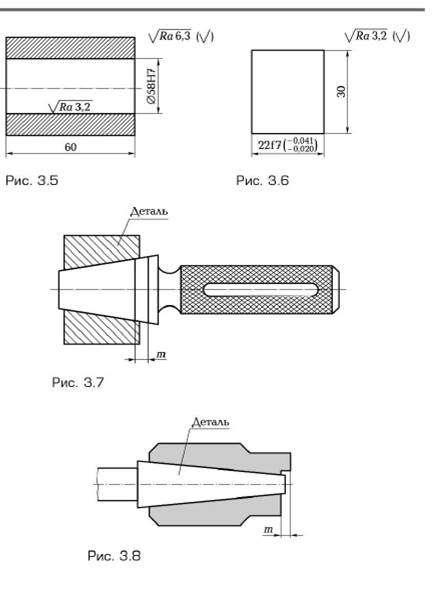
В цилиндрическое отверстие втулки вводят проходную часть калибр-пробки соответствующего размера и проверяют, входит ли она в отверстие. Если калибр-пробка входит в отверстие, ее извлекают, втулку переворачивают и вводят уже непроходную часть калибр-пробки. Если и эта часть тоже проходит в отверстие, то деталь требованиям не соответствует, так как непроходная часть пробки в отверстие проходить не должна.
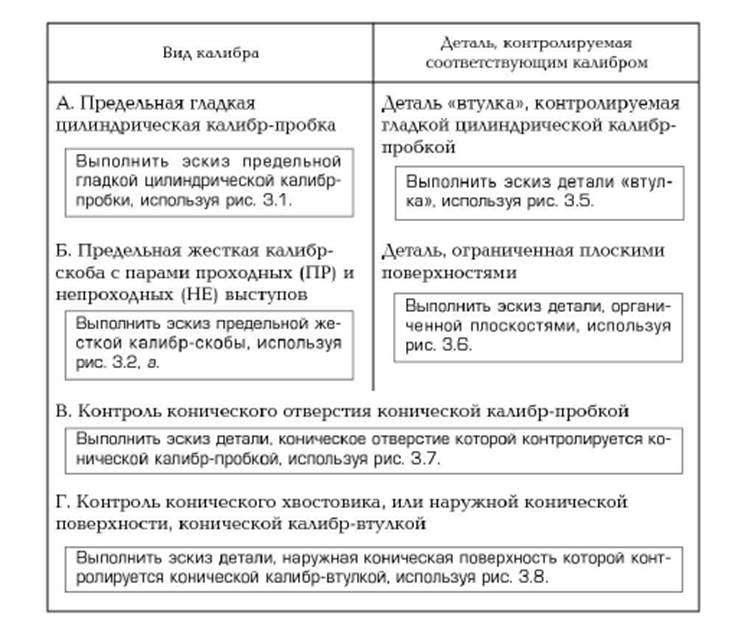
Контроль наружных размеров детали, ограниченной плоскими поверхностями, проводят калибр-скобой. Вводят деталь контролируемым размером в выемку скобы соответствующего размера. Если деталь проходит между выступами скобы ПР и не проходит между выступами скобы НЕ, то
размер является годным. Если по размеру деталь проходит и через выступы ПР, и через выступы НЕ или если она не проходит через эти выступы, то размер выполнен неправильно.
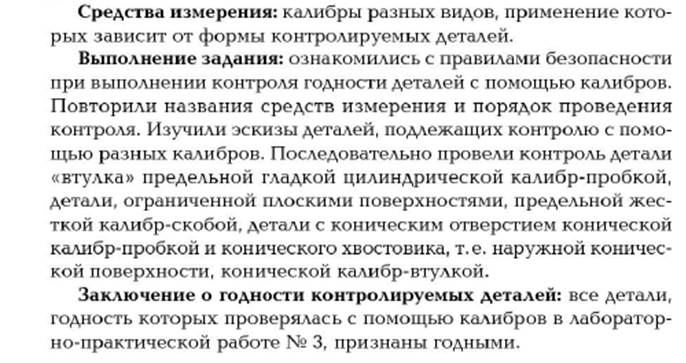
При контроле конического отверстия используют коническую калибр-пробку с рисками на поверхности, отстоящими одна от другой на расстоянии т. Для контроля вводят коническую калибр-пробку, имеющую конусность, соответствующую конусности контролируемого отверстия, и оценивают, как располагается торцовая поверхность втулки: если она находится между рисками на калибр-пробке или совпадает с одной из них, то отверстие выполнено верно и деталь можно считать годной.
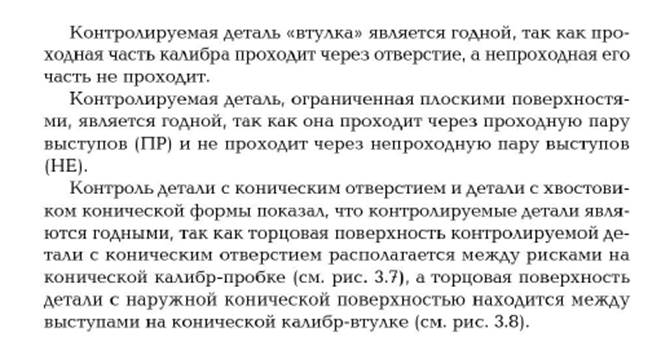
Проверку годности наружной конической поверхности детали проводят калибр - втулкой, на которой расстояние т равно величине допуска. Контролируемую коническую поверхность детали вводят в отверстие калибр-втулки и оценивают расположение торцовой поверхности контролируемой детали. Если она находится между краями выступа калибр-втулки, или совпадает с одним из них, то коническая поверхность считается годной.
В случае если торцовая поверхность детали не доходит до поверхности уступа или выходит за его пределы, деталь считается дефектной.
СОДЕРЖАНИЕ ОТЧЕТА
1. Указание темы, цели работы, задания и средств измерения.
2. Изображение детали с цилиндрическим отверстием и предельной гладкой цилиндрической калибр-пробки с указанием размеров проходной ПР и непроходной НЕ частей калибр-пробки.
3. Изображение положения детали и калибр-пробки при контроле годности конического отверстия, если деталь годная.
4. Запись условия годности деталей при контроле отверстий.
5. Изображение эскиза детали и калибр-скобы, используемой для контроля
годности наружных размеров детали. Указание размеров между выступами проходной ПР и непроходной НЕ частей скобы.
6. Запись условия годности деталей при контроле наружных поверхностей.
7. Изображение контроля наружной конической поверхности с помощью конической
калибр-втулки в положении, в котором коническая поверхность считается годной.
8. Заключение о годности контролируемых деталей цилиндрической и конической форм.
Пример отчета:
Цель работы:
Выполнение задания практической работы:
ЛИСТАЙТЕ ВНИЗ
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|