- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Правка и гибка металла. Теоретическое введение
Практическая работа № 3
Правка и гибка металла
Задание:
Ознакомиться с теоретическим введением.
Ответить на контрольные вопросы опиаясь на инструкционную карту.
Ответить на вопросы теста
Срок выполнения задания 20.10.2020 г.
Теоретическое введение
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробления, искривления и др. Правка и рихтовка имеют одно и то же назначение, но отличаются приемами выполнения и применяемыми инструментами и приспособлениями.
Металл подвергается правке, как в холодном, так и в нагретом состоянии. Выбор способа зависит от величины прогиба, размеров и материала изделия.
Правка может выполняться ручным способом - на стальной или чугунной плите, или на наковальне - и машинным - на правильных вальцах, прессах.
Правильную плиту (рис 4.1,а) изготовляют достаточно массивной, масса ее не менее чем в 80 - 150 раз больше массы молотка. Правильные плиты изготовляют из стали, из серого чугуна монолитными или с ребрами жесткости.
Рабочая поверхность плиты должна быть ровной и чистой.
|
|
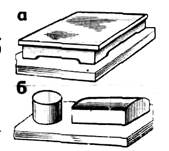
Рихтовальные бабки (риc. 4.1, б) используют для правки, рихтовки закаленных деталей, изготовляют их из стали и закаливают. Рабочая часть поверхности может быть цилиндрической или сферической радиусами 150 - 200 мм.
Молотки для правки применяют с круглым гладким полированным бойком (рис. 4.2, б). Молотки с квадратным бойком оставляют следы в виде забоин (квадратов, углов).
|
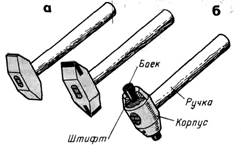
Для правки закаленных деталей (рихтовки) применяют молотки с радиусным (рис. 4.2, а) бойком (массой 400…500 г) из стали У10. Хорошо зарекомендовали себя рихтовальные молотки, оснащенные твердым сплавом, корпус которых выполняют из стали У7 и У8. В рабочие концы молотка вставляют пластинки твердого сплава ВК8 и ВК6. Рабочую часть бойка затачивают и доводят по радиусу до 0 05…0,1 мм (см. рис. 4.2, а).
Молотки со вставными бойками из мягких металлов (см. рис. 4.2, б) применяют при правке деталей с окончательно обработанной поверхностью и деталей или заготовок из цветных металлов и сплавов. Вставные бойки могут быть медные, свинцовые или деревянные.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
При правке важно правильно выбирать места, по которым следует наносить удары. Сила ударов должна быть соразмерна с величиной кривизны и постепенно уменьшаться по мере перехода от наибольшего изгиба к наименьшему. Правка считается законченной, когда все неровности исчезнут и деталь станет прямой, что можно определить наложением линейки. Правку выполняют на наковальне, правильной плите или надежных подкладках, исключающих возможность соскальзывания с них детали при ударе.
Безопасность труда при правке и рихтовке металла:
- работать только исправным инструментом (правильно насажанные молотки: отсутствие на рукоятках трещин и отколов на молотках);
- для предохранения рук от ударов, вибраций металла работать в рукавицах, заготовку на плите или наковальне удерживать прочно.
Гибка - способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма. Слесарная гибка выполняется молотками (лучше с мягкими бойками) в тисках, на плите или с помощью специальных приспособлений. Тонкий листовой металл гнут киянками, изделия из проволоки диаметром до 3 мм - плоскогубцами или круглогубцами. Гибке подвергают только пластичный материал
Сущность гибки заключается в том, что одна часть заготовки перегибается по отношению к другой на заданный угол. Происходит это следующим образом: на заготовку, свободно лежащую на двух опорах, действует изгибающая сила, которая вызывает в заготовке изгибающие напряжения, и если эти напряжения не превышают предел упругости материала, деформация, получаемая заготовкой, является упругой, и после снятия нагрузки заготовка принимает первоначальный вид (выпрямляется);
Однако при гибке необходимо добиться, чтобы заготовка после снятия нагрузки сохранила приданную ей форму, поэтому напряжения изгиба должны превышать предел упругости и деформация заготовки в этом случае будет пластической, при этом внутренние слои заготовки подвергаются сжатию и укорачиваются, наружные слои подвергаются растяжению и длина их увеличивается. В то же время средний слой заготовки - нейтральная линия - не испытывает ни сжатия, ни растяжения и длина его до и после изгиба остается постоянной. Поэтому определение размеров заготовок профилей сводится к под-счету длины прямых участков (полок), длины укорачивания заготовки в пределах закругления или длины нейтральной линии в пределах закругления.
При гибке деталей под прямым углом без закруглений с внутренней стороны припуск на загиб берется от 0,5 до 0,8 толщины материала.
Безопасность труда при гибке. В целях обеспечения безопасности заготовки укрепляют в тисках или других приспособлениях прочно, работают только на исправном оборудовании и исправным инструментом. Работают в рукавицах и застегнутых халатах.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|