- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Практическая работа №6. Изучение состава протрав для цветных металлов
Практическая работа №6
Изучение состава протрав для цветных металлов
Часть 1
Травление металла — группа технологических приемов для управляемого удаления поверхностного слоя материала с металлической заготовки под действием специально подбираемых химических реактивов.
Химические методы очистки металла основаны на взаимодействии органических растворителей, растворов щелочей, кислот, расплавов солей с частицами загрязнений с поверхности металла.
Одним из наиболее эффективных химических методов очистки металла считается обезжиривание в водных растворах щелочей. Технология очистки методом обезжиривания в щелочах получило более широкое распространение, чем обезжиривание с использованием органических соединений вследствие низкой стоимости, высокой производительности и меньшей агрессивности.
На эффективность протекания процесса очистки поверхности металла влияют следующие технологические параметры:
- концентрация раствора;
- температурные параметры;
- интенсивность перемешивание раствора;
- продолжительность очистки;
- интенсивность механического воздействия.
Качество очистки металла также зависит от:
- характера загрязнений,
- химического состава очищающего раствора,
- шероховатости поверхности,
- смачивающего и эмульгирующего действия раствора,
- жесткости применяемой воды..
Обезжиривание в щелочных электролитах при очистке металла проводят при температуре 60-1000С, при этом жировые загрязнения находятся в жидкотекучем состоянии. Повышение температуры приводит к понижению вязкости обезжиривающего раствора, что способствует лучшей смачиваемости металлической поверхности.
Важное значение при обезжиривании имеет хорошее перемешивание раствора. Движение раствора или обезжириваемого металла способствует разрыву масляной пленки и облегчает процесс эмульгирования и суспензирования загрязнений. При интенсивной циркуляции раствора снижается также продолжительность обработки поверхности металла. Продолжительность обезжиривания зависит также от микрорельефа поверхности обезжириваемого металла.
В большинстве случаев установлено, что при 80-1000С обезжиривание при очистке металла проходит лучше, чем при более низкой температуре. Вместе с тем, повышение температуры отрицательно сказывается на устойчивости коллоидных частиц раствора, вызывает быстрое разложение имеющихся в растворе полифосфатов и приводит к высыханию остатков щелочи при выходе металла из ванн.
При выборе эффективного состава раствора для очистки поверхности металла прежде всего следует подбирать комбинацию компонентов, обеспечивающих сочетание следующих свойств раствора:
- способность омылять жиры или нейтрализовать жирные кислоты;
- смачивающую способность;
- легкость эмульгирования;
- необходимую смываемость;
- высокую электропроводность.
В состав обезжиривающих растворов для очистки металла обычно входят следующие соединения: Na3PO4, Na4P2O7, Na4SiO4, Na2CO3, NaOH, смачивающие реагенты и поверхностно-активные вещества.
Расположение компонентов электролитов обезжиривания в зависимости от их физико-химических характеристик приведены в таблице 1.
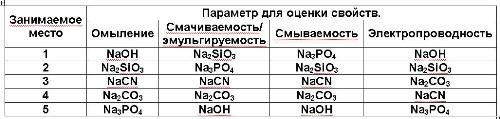
Таблица 1- Свойства растворов
На практике для очистки поверхности металла часто применяют растворы, состоящие из нескольких компонентов.
В таблице 2 приведены стандартные составы растворов, и режимы обезжиривания.

Таблица 2- Составы растворов для очистки и режимы обезжиривания
Растворы 1,2 обычно применяют для грубой очистки стальных изделий с сильнозагрязненными поверхностями. При высокой жесткости воды рекомендуются растворы 3,7. Раствор 4 применяется для обезжиривания не очень загрязненной поверхности. Растворы 5 и 6 применяются при струйном обезжиривании. В каждом конкретном случае для очистки поверхности металла следует подбирать оптимальный состав обезжиривающего раствора экспериментально.
При этом необходимо помнить, что щелочь повышает электропроводность раствора, химически воздействует на масляную пленку на поверхности, омыляет жиры в растворе.
В качестве компонентов щелочных обезжиривающих растворов для очистки поверхности металла также применяют фосфаты натрия.
После обезжиривания на поверхности стали остается некоторое количество раствора, содержащего щелочные вещества, мыла, механические примеси и масла. Вода, применяемая для промывки после очистки металла, может быть источником загрязнения поверхности стали, особенно при повышенной жесткости.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|