- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лекция 41. Основные параметры режима сварки
Лекция 41. Основные параметры режима сварки
План лекции:
1. Режим сварки.
2. Основные показатели газовой сварки.
· Присадочная проволока.
· Мощность пламени.
3. Дополнительные показатели режима газовой сварки.
· Скорость сварки.
· Вид пламени.
· Угол наклона мундштука.
· Расстояние от ядра пламени до дна сварочной ванны.
Режим сварки – это совокупность показателей, влияющих на процесс протекания сварки. Выбор режим сварки зависит от вида свариваемого металла, габаритных размеров и формы изделия. Способ сварки определяется толщиной металла, положением шва в пространстве и т.д.
К основным показателям режима при газовой сварке являются: способ сварки, диаметр присадочного материала, мощность пламени.
Присадочная проволока должна соответствовать основному металлу по механическим свойствам и химическому составу. Диаметр присадочной проволоки d зависит от выбранного способа сварки и толщины основного металла s.
Для правого способа сварки d = s/2, для левого — d = s/2 + 1 мм.
Также определяющим параметром газовой сварки является номер наконечника горелки, который обеспечивает необходимую мощность пламени. В зависимости от толщины свариваемого металла s, мм, и его теплофизических свойств мощность пламени вычисляют по формуле М = Сs, где С — удельный расход газа на 1 мм толщины свариваемого металла, дм3/ч.
Удельный расход ацетилена и кислорода на 1 мм толщины свариваемого металла приведен в таблице, представленной ниже.

Дополнительными параметрами газовой сварки, влияющими на качество и геометрические параметры сварного шва, являются скорость сварки, вид пламени, угол наклона наконечника, расстояние от ядра пламени до дна сварочной ванны.
Скорость сварки следует по мере необходимости изменять, так как при неизменной скорости сварки металл можно перегреть или, что еще хуже, пережечь и получить прожог.
Вид пламени также влияет на режим сварки. В процессе сварки нормальное пламя с течением времени стремится к окислительному из-за конструктивных особенностей горелок. Лишний кислород в пламени в конкретном случае может быть нежелателен, поэтому сварщик по мере необходимости увеличивает подачу горючего газа, держа палец на ацетиленовом вентиле.
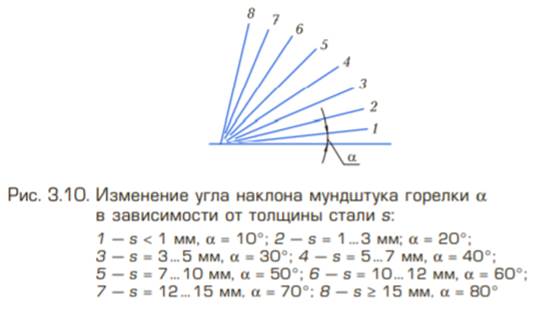
Угол наклона мундштука изменяют в зависимости от нагрева металла. Его можно считать дополнительным фактором к мощности пламени, и по форме и размерам сварочной ванны (вогнутости или выпуклости) сварщик мгновенно принимает решение об изменении угла. Иногда для этого сварщик на мгновение отводит пламя от сварочной ванны.
Наклон мундштука горелки может меняться в процессе сварки. В начальный момент сварки для лучшего прогрева металла и быстрого образования сварочной ванны угол наклона устанавливают наибольшим (α = 80 …90°); в процессе сварки угол соответствует толщине s и роду свариваемого металла (рис. 3.10).
Расстояние от ядра пламени до дна сварочной ванны должно быть постоянным. Нельзя касаться ванны расплавленного метал ла концом ядра пламени, так как при этом расплав насыщается углеродом. Расстояние от кончика ядра пламени до дна сварочной ванны должно быть приблизительно равно длине ядра или быть немного меньше. Сварочная проволока должна находиться в рабочей (восстановительной) зоне или в сварочной ванне (вблизи ее края).
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|