- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Влияние смазочно-охлаждающих жидкостей (смазочно-охлаждающих технологических средств) на процесс резания
Лекция 4.
При повышении температуры режущего инструмента изменяются физико-механические свойства материала, из которого он изготовлен, снижается его твёрдость, нарушаются геометрические формы и обуславливают три основных вида износа:
Абразивный износ вызван трением сходящей стружки о переднюю поверхность инструмента и задней поверхности инструмента об обрабатываемую поверхность. Твёрдые структурные составляющие – включения (литейная корка, окалина, неравномерность рецептуры и т. д.) обрабатываемого материала наносят тонкие царапины на рабочих поверхностях инструмента.
Адгезионный износ происходит при высокой температуре и значительном давлении, когда проявляются силы молекулярного сцепления (в виде мостиков схватывания) между материалом заготовки (стружки) и инструментом, приводящее к уносу мельчайших частиц инструментального материала с поверхности инструмента (так же проявляется при периодическом удалении нароста).
Диффузионный износ происходит вследствие того, что при высоких температурах частицы инструментального материала диффундируют в стружку и обрабатываемую поверхность, что обуславливает обеднение поверхности инструмента от легирующих компонентов и изменение её физико-механических свойств и прогрессированию износа.
Внешне это проявляется в виде износа:
- по задней поверхности;
- по передней поверхности с образованием лунки;
- по передней поверхности с образованием уступа;
- связанного с округлением режущей кромки.

За критерий величины износа обычно принимают допустимую величину hз изношенной площадки по задней поверхности инструмента
 ,
,
где  - коэффициент, характеризующий условия обработки.
- коэффициент, характеризующий условия обработки.
Для токарных твердосплавных резцов допустимая величина износа по задней поверхности при обработке стали составляет:
- при черновой обработке – 1,0÷1,4 мм;
- при чистовой обработке – 0,4÷0,6 мм,
при обработке чугуна:
- при черновой обработке – 0,8÷1,0 мм;
- при чистовой обработке – 0,6÷0,8 мм.
Влияние смазочно-охлаждающих жидкостей (смазочно-охлаждающих технологических средств) на процесс резания
При использовании СОТС :
- уменьшает изнашивание режущего инструмента;
- улучшает качество обработанной поверхности;
- снижает затраты энергии
за счёт:
- уменьшения коэффициента внешнего трения;
- облегчения процесса пластических деформаций;
- снижения нагрева в зоне резания.
СОТС должны:
- обладать антикорозионными свойствами;
- быть нетоксичными;
- быть устойчивыми при хранении и эксплуатации.
СОТС подразделяются на следующие группы:
1. Жидкости, обладающие лишь охлаждающими свойствами (вода, смешанная с антикорозионным веществом – 1,5% кальцинированной соды и мыла);
2. Жидкости, обладающие охлаждающими и частично смазывающими свойствами – вода +антикорозионные вещества + поверхностно-активные вещества (0,1-1% олеиновой, стеариновой кислоты и их соли);
3. Эмульсии и прозрачные растворы водо растворимых масел. Эти жидкости обладают охлаждающими и частично смазывающими свойствами и содержат спиртовой эмульсол (7% олеиновой кислоты, 10% канифоли, 4% каустической соды, 2,5-4% спирта) и индустриальное масло марки 12;
4. . Жидкости, обладающие смазывающими и частично охлаждающими свойствами – минеральные масла (сульфофрезолы – осернённые масла, содержащие в качестве активизирующей добавки 1,5-1,7% серы.).
При обработке твердосплавным инструментом на высоких скоростях необходимо подавать обильную и непрерывную струю жидкости двумя способами:
- охлаждение свободной струёй сверху вниз;

Недостатки:
- - слишком высокий расход жидкости 10-15 л/мин;
- - в зону резания попадает недостаточно жидкости.
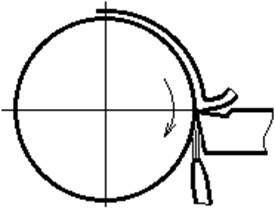
- охлаждение высоконапорной струёй р=2 ÷ 3 МПа снизу вверх со стороны задней поверхности через отверстие диаметром Ø=0,2÷0,4 мм ;
Достоинства:
- - небольшой расход жидкости 0,5 л/мин;
- - жидкость интенсивнее проникает в зону резания, быстрее испаряется, больше отводит теплоты.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|