- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лабораторная работа.. Методические указания
Лабораторная работа.
Тема:Визуально - оптический контроль качества сварных соединений.
Цель: Приобрести навыки по выявлению дефектов и определению качества сварки внешним осмотром.
Исходные материалы и данные:
1. Лупа с 10 кратным увеличением.
2. Металлическая линейка.
3. Набор шаблонов.
4. Набор сварных образцов с характерными дефектами.
Состав задания:описать сварной шов (его участки) с дефектами,
вычертить образец сварного шва с указанием дефектного участка.
Вопросы для повторения:
1. Какие параметры контролируют при измерительном контроле сварных швов?
2. Какие инструменты применяют при визуальном и измерительном контроле сварных соединений?
Методические указания
Внешний осмотр и обмеры сварных швов, наиболее простые и наиболее распространенные способы контроля качества сварки. Они являются первыми контрольными операциями по приему готового сварного узла или изделия.
Этими видами контроля подвергаются все сварные швы независимо от того, какие испытания будут в дальнейшем.
Внешним осмотром сварных швов выявляют наружные дефекты: непровары, наплывы, прожоги, подрезы, наружные трещины и поры, смещение свариваемых кромок деталей и т.д.
Дефекты швов осматривают как невооруженным глазом, так и с применением лупы с увеличением до 10 раз.
Различные отклонения от установленных норм и технических требований, которые ухудшают работоспособность сварных конструкций, называются дефектами сварных соединений. Они уменьшают прочность сварных швов и могут привести к разрушению сварных соединений.
Все дефекты могут быть разделены на три основные группы:
· дефекты формы и размеров сварных швов;
· наружные и внутренние дефекты;
· дефекты микроструктуры.
Наиболее частыми дефектами формы и размеров швов являются неравномерная ширина и высота шва, бугристость, седловины, перетяжки (рис. №1).
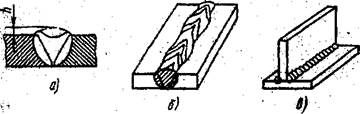
рис. № 1. Дефекты формы иразмеров шва: а - неравномерность шва, б - неравномерность ширины стыкового шва, в - неравномерность по длине катета углового шва.
Эти дефекты снижают прочность и ухудшают внешний вид шва. Причинами их образования являются колебания напряжения в сети, неравномерная скорость сварки, неправильный угол наклона электрода, протекание жидкого металла в зазоры и т. д.
Наружные и внутренние дефекты. Сюда относятся наплывы, подрезы, прожоги, непровары, трещины, шлаковые включения и газовые поры.
Наплывы - образуются в результате жидкого металла на кромки холодного основного металла. Они могут быть местными, в виде отдельных застывших капель, а так же иметь значительную протяженность вдоль шва.
Причинами образования наплывов является большой сварочный ток, слишком длинная дуга, неправильный наклон электрода.
В местах наплывов часто выявляются непровары, трещины и другие дефекты.
Подрезы - представляют собой продолговатые углубления (канавки) образовавшиеся в основном металле вдоль края шва.
Они образуются в результате большого сварочного тока и длинной дуги т.к. при этом возрастает ширина шва, и сильнее оплавляются кромки. Подрезы приводят к ослаблению сечения основного металла и могут быть причиной разрушения сварного соединения.
Прожоги - это сквозное проплавление основного или наплавленного металла. Причинами могут быть большой зазор между кромками, плохой подгон кромок, грейферный сварочный ток при небольших скоростях сварки.
Непроваром называется несплавление основного металла с наплавленным Причинами образования непроваров являются плохая зачистка металла от окалины ржавчины, грязи, малый зазор, недостаточный сварочный ток, большая скорость сварки и т. д.
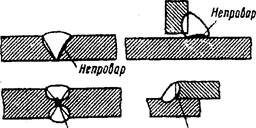
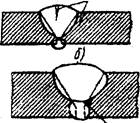
рис. № 2. Дефекты микроструктуры в швах: непровары, газовые поры.
Трещины - так же как и не провары являются наиболее опасными дефектам сварных швов. Они могут возникать как в самом шве, в околошовной зоне располагаться вдоль и поперек шва.
На образование трещин влияет повышенное содержание углерода способствующее закалки, а также серы и фосфора. Сера увеличивает склонность к образованию горячих трещин, фосфор - холодных.
Шлаковые включения образуются в результате плохой зачистки кромок о окалины, ржавчины, грязи. Форма их различная: от сферической до игольчатой.
Шлаковые включения ослабляют сечение шва и уменьшают его прочность.
Газовые поры появляются в сварных швах вследствие быстрого охлаждения Газы не успевают выйти наружу и остаются в виде пузырьков (пор).
Пористость шва и размер отдельных пор зависит от того, как долго сварочная ванна находится в жидком состоянии. Газовые поры могут распределяться отдельными группами в виде цепочки или пустотой - они ослабляют сечение шва и уменьшают его прочность.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|