- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Правка листового металла
Правка листового металла
На изготовленных из металла заготовках и деталях после отжига, сварки, вырезки и других операций появляются изгибы, местные неровности, выпучины и вмятины различной формы, волнистость и прочие дефекты. Операция по устранению этих дефектов называется правкой.
Ручную правку листового металла производят на плите или наковальне при помощидеревянных киянок или молотков, сделанных из меди, свинца, алюминия или резины. Заготовки из прутковой и профильной стали правят стальными молотками с круглым выпуклым бойком.
Крупные заготовки правят ударами кувалды или на механических молотах и прессах. Так как при ударах стальным молотком на металле неизбежно остаются следы, при правке изделий с уже обработанной поверхностью применяют подкладки из мягких материалов (дерево, латунь и др.).
Гибка
Путем гибки из прямолинейной заготовки получают криволинейное изделие. Сгибают заготовки вокруг какой-либо оправки, форму которой она принимает, в тисках или на плите на нужный угол. При толстых заготовках гибку осуществляют ударами молотка, лучше всего деревянного, не оставляющего на металле следов от удара. Проволоку гнут плоскогубцами или круглогубцами.
Гибка деталей, имеющих несколько прямых углов, производится на оправках, зажимаемых в тисках.
Кроме тисков и молотков, для гибки металла используют различные оправки и приспособления, чаще всего – простейшие (рис. 4.1).
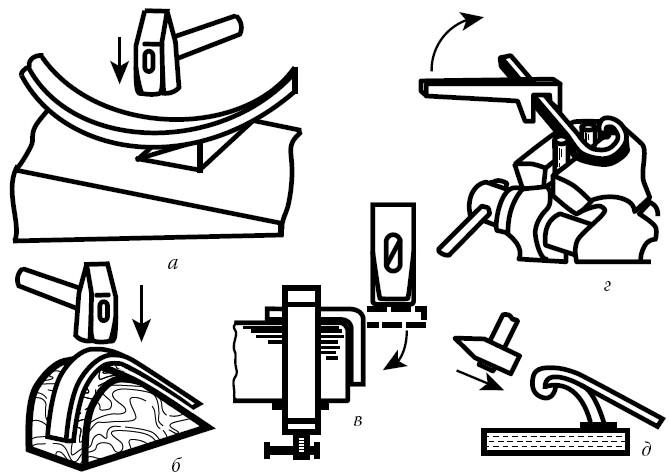
Рис. 4.1 - Простейшие приспособления для гибки полосовой стали:
а - выгибание дуги с помощью клиновых подкладок;
б - выгибание дуги по шаблону;
в - гибка под прямым углом с помощью струбцины;
г- гибка завитка в тисках;
д - гибка завитка по шаблону.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|