- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Тема 17. Классификация сварочной дуги.
Тема 17. Классификация сварочной дуги.
Сварочная дуга классифицируется:
1. По роду тока – постоянный, переменный;
По полярности постоянного тока дуга бывает прямой и обратной полярности.
Прямая полярность – полярность, при которой электрод присоединяется к отрицательному полюсу источника питания дуги, а объект сварки – к положительному.
Обратная полярность – полярность, при которой электрод присоединяется к положительному полюсу источника питания дуги, а объект сварки – к отрицательному.
При обратной полярности температура на поверхности металла ниже, поэтому такую полярность используют, например, при сварке тонкого металла или сварке тонколистовой стали.
2. По длительности горения – стационарная, импульсная;
При сварке дугой переменного тока катодное и анодное пятна меняются 100 раз в секунду. Устойчивость горения дуги ниже, чем на постоянном токе. Это объясняется тем, что в процессе перехода через нуль и изменения полярности дуга угасает. В момент угасания дуги снижается температура столба, катодного и анодного пятен, и, следовательно, уменьшается ионизация дугового промежутка. Чем стабильнее горит дуга, тем выше качество сварного соединения.
3. В зависимости от типа применяемого электрода дуга может возбудиться между:
· плавящимся(металлическим)
· неплавящимся(угольным, графитовым, вольфрамовым) электродами.
4. По степени сжатия дуга бывает свободная и сжатая.
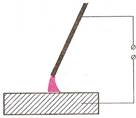
5. По принципу работы дуги бывают:
· прямого действия (дуга между электродом и металлом);
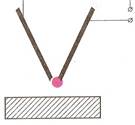
· косвенного действия (дуга между двумя электродами);
· комбинированного действия (сочетание дуги прямого и косвенного действия).
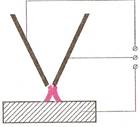
Комбинированную дугу часто называют трехфазной.
6. По длине дуга бывает короткая, нормальная и длинная.
Короткая дуга – 2-3 мм, горит устойчиво и обеспечивает стабильный процесс сварки.
Нормальнойпринято считать дугу длиной 3-5 мм.
Дуга длиной более 5 мм является длинной. В этом случае процесс плавления металла электрода идет неравномерно. Стекающие с торца электрода капли металла в большей степени могут окисляться кислородом и обогащаться азотом воздуха. Наплавленный металл получается пористым, шов имеет неровную поверхность, а дуга горит неустойчиво. При длинной дуге снижается производительность сварки, увеличивается разбрызгивание металла и количество непроваров или неполного сплавления наплавленного металла с основным.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|