- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Технологический процесс изготовления детали
1 Технологический процесс изготовления детали
Деталь – «втулка», ее можно отнести к деталям типа диск. Изготавливается из конструкционной качественной стали 45 ГОСТ 1050-74. Эта сталь хорошо обрабатывается резанием. В процессе обработки деталь подвергается улучшению. Твердость после термообработки HВ 220…260. Исходя из условий автоматизированного производства разработаем технологический процесс обработки звездочки. Связанными размерами на детали будут А1= 52-0,12, А2= 28-0,33 , А3= 34±0,125. Точность размера R2 будут обеспечены точностью инструмента (резца), а R45 контурным точением.
В качестве заготовки используем штамповку. Группа стали М2, степень точности Т4, степень сложности С3, расчетная масса 0,75 кг, исходный индекс 11.
Технологический процесс приведен в табл.1
Таблица 1 - Технологический процесс изготовления звездочки
| Технологическая операция | Операционный эскиз |
| 10. Заготовительная | 
|
| 20. Токарная с ЧПУ Точить предварительно D5 и окончательно D5 и D6 выдерживая размеры S3 , S4 и S5 . | 
|
| 30 Токарная с ЧПУ Точить торец выдерживая размер S2 диаметры D4, D3 , R1. | 
|
| 40. Термическая Улучшить, HВ 220…260. | |
| 50. Внутрошлифовальная Шлифовать пов. D2. | 
|
| 60. Круглошлифовальная Шлифовать пов. D1 выдерживая размер S1 | 
|
2. Составление размерной схемы обработки.

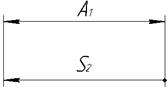
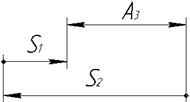
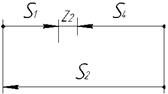
Используя разработанный технологический процесс, составим размерную схему обработки, которая приведена на рис.1. На рисунке буквами А обозначены конструкторские размеры, З – размеры заготовки, S - технологические размеры, z - размеры припуска. Назначаем минимальные припуски zmin на механическую обработку торцов. При токарной обработке z1min =z3min=z4min=1 мм, при шлифовании =z3min =0,3мм /1/.
Для выявления технологических размерных цепей построим графы размерных связей: исходное дерево, производное дерево, совмещенный граф (рис.2.)
Выделим технологические размерные цепи. Рассчитаем технологические размеры и размеры заготовки используя метод «максимума-минимума»
 |
Вначале выделим размерные цепи, они приведены в табл 2.
Таблица 2 – Размерные цепи
| Размерная цепь | Уравнение цепи |
| А1=S2=52-0,12 |

| А2=S4=28-0,33 |
| А3=S2 – S1 |
| z2=S2-S1-S3 |
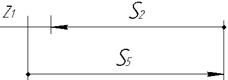
| z1=S5-S2 |

| z4=З1-S5 |

| z3=З2 + S3 – S5 |
А1=S2=52-0,12
А2=S4=28-0,33
A3=S2-S1
A3max=S2max-S1min
S1min = S2max - A3max = 52 - 34,125=17,775 мм.
A3min =S2min -S1max
S1max = S2min -A3min = 51,88 - 33,875= 18,005 мм
S1 =18,005-0,13 мм
z2=S2-S1-S4
При использовании в качестве замыкающего звена размера припуска воспользуемся его минимальным значением
z2 min =S2 min -S1 max –S3 max
S3 max= S2 min -S1 max - z2 min= 51,88-18,005-0,3 = 33,575 мм
Однократное точение торца обеспечивает точность по 12 квалитету, допуск на размер S3 ТS3 = 0,25 мм.
S3 min= S3 max - ТS3=33,575 - 0,25 = 33,325 мм.
S3 = 33,575-0,25
z2 max =S2 max -S1 min –S3 min = 52 - 17,775 - 33,325 = 0,8 мм
z2 =S2 -S1 –S3 = 52-18,005-33,575=0,42 мм.
z2=0,42 
z1 min =S5 min -S2 max
S5 min= S2 max+ z1 min= 52+1= 53 мм
Однократное точение торца обеспечивает точность по 12 квалитету, допуск на размер S5 ТS5 = 0,3 мм.
S5 max = S5 min - ТS5=53 + 0,3 = 53,3 мм.
S5 =53,3-0,3
z1 max = S5 max -S2 min= 53,3 - 51,88 = 1,42 мм
z1 = S5 -S2 = 53,3 – 52 = 1,3 мм
z1 = 1,3 
z4 min =З1 min -S5 max
З1 min= S5 max + z4 min = 53,3+ 1=54,3 мм
Допуск на размер З1 определяем исходя из исходного индекса 11 ТЗ1=2(  )
)
З1 max = З1 min + ТЗ1 = 54,3 +2= 56,3 мм.
З1= 55
z4 max =З1 max -S5 min = 56,3 - 53 =3,3 мм
z4 = З1 -S5 = 55 - 53,3= 1,7 мм
z4 =1,7 
z3=З2 + S3 – S5
z3 min =З2 min + S3 min – S5 max
З2 min= S5 max - S3 min + z3 min= 53,3 - 33,325 – 1=20,975 мм
Допуск на размер З2 определяем исходя из исходного индекса 11 ТЗ2=1,6(  )
)
З2 max = З2 min + ТЗ2 = 20,975 + 1,6= 22,575 мм.
З2 = 21,475 
z3 max =З2 max + S3 max – S5 min = 22,575 + 33,575 - 53 = 3,15 мм.
z3 =З2 + S3 – S5 = 21,475+ 33,575-53,3 = 1,75 мм
z3 = 1,75 
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|