- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Общие положения.
Лабораторная работа №3
Тема:Контроль формы деталей.
Цель: Практическое освоение приемов обмера деталей и определение величины конусности и овальности.
Оборудование и инструмент: индикаторный нутромер, микрометр, калибр, цилиндровая втулка дизеля типа Д49.
Общие положения.
ИНДИКАТОРНЫЙ НУТРОМЕР относится к измерительным приборам рычажного типа и предназначен для контроля внутренних диаметров отверстий.
Принцип действия этих приборов основан на том, что при помощи передаточного механизма незначительное линейное перемещение измерительного стержня превращается в пропорциональные (значительно большие) угловые перемещения стрелки по шкале. Основной частью индикаторного нутромера является индикатор часового типа ИЧ-10. Вследствие небольшого предела измерений индикаторные нутромеры не используют для измерения конкретных размеров деталей, а применяют при относительном методе измерения - например, определяют величину износа детали.
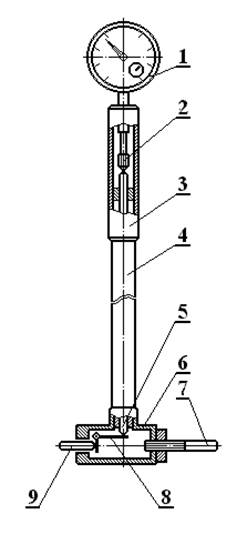 Нутромер состоит из корпуса 6 и трубы 4, на которой крепится ручка 3 и индикатор часового типа 1. С одной стороны корпуса помещается подвижный измерительный стержень 9, а с противоположной закрепляется сменный неподвижный измерительный стержень 7. Подвижный измерительный стержень через рычаг 8 и шток 5 перемещает измерительный стержень индикатора 2. Центрирующий мостик обеспечивает совмещение линии измерения прибора с плоскостью, проходящей через ось измеряемого отверстия. Комплект сменных измерительных стержней позволяет производить установку нутромера на нужный размер отверстия.
Нутромер состоит из корпуса 6 и трубы 4, на которой крепится ручка 3 и индикатор часового типа 1. С одной стороны корпуса помещается подвижный измерительный стержень 9, а с противоположной закрепляется сменный неподвижный измерительный стержень 7. Подвижный измерительный стержень через рычаг 8 и шток 5 перемещает измерительный стержень индикатора 2. Центрирующий мостик обеспечивает совмещение линии измерения прибора с плоскостью, проходящей через ось измеряемого отверстия. Комплект сменных измерительных стержней позволяет производить установку нутромера на нужный размер отверстия.
С помощью индикаторного нутромера можно непосредственно контролировать износ детали или отклонения формы поперечного сечения детали (определять овальность и конусность детали).
Овальность это разность между максимальным и минимальным диаметрами детали, измеренными в одном поясе обмера.
Конусность это разность между максимальным и минимальным диаметрами детали, измеренными в одной плоскости обмера, но в разных поясах.
Например, при контроле формы поверхности цилиндровых втулок производят замеры в двух плоскостях: вдоль оси коленчатого вала и в плоскости движения шатуна. В каждой плоскости замеры производят, как правило, в трех поясах: в районе камеры сжатия, у нижней кромки втулки и в средней части (расположение поясов обмера определены для каждого типа цилиндровых втулок).
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|