- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Инструменты для нарезания резьбы. Правила нарезания внутренней и наружной резьбы
Инструменты для нарезания резьбы. Правила нарезания внутренней и наружной резьбы
Для нарезки резьбы применяется 3 разновидности инструментов:
- Метчик.
- Плашка.
- Клупп.
Инструмент для нарезания отличается между собой не только по диаметру, но и по типу создаваемой резьбы. Она может быть метрической или дюймовой. Метрическая применяется на подавляющем большинстве крепежных элементов. Она используется в машиностроении, бытовом оборудовании и в прочих направлениях. Дюймовая резьба применяется исключительно на водопроводных элементах. В некоторых странах метрическая резьба не применяется вообще, и все крепежные элементы сделаны с помощью дюймовой.
Еще одним немаловажным различием подобного инструмента является направление создаваемой резьбы. Оно может быть левым и правым. Нельзя применяя один инструмент, провести нарезание резьбы в обе стороны, если он не универсальный.
Метчик
Метчик – это цилиндрический инструмент, который предназначен для нарезания внутренней резьбы в трубах и гайках. Его поверхность имеет выступающие ребра, которые при ввинчивании в пустотелые металлические элементы подходящего диаметра создают винтовые канавки, вырезая стружку. В результате вкручивания метчик прокладывает резьбу. Этот прибор представляет собой небольшой металлический прут из высококачественной твердой стали, на одном конце, которого имеется режущая часть, а на втором хвостовик для подсоединения воротка. Вдоль поверхности метчика идет выборка, сквозь которую обеспечивается отвод срезанной стружки. Самыми удобными для применения являются инструменты, которые имеют 3-5 канавок для отвода стружки. Они гораздо меньше забиваются и дают чистую поверхность без видимой деформации. После нарезания резьбы с помощью метчика, болт или шпилька накручивается без усилий по всей поверхности.

С помощью метчика можно нарезать резьбу или провести калибровку в случае ее повреждения.
Этот инструмент бывает трех разновидностей:
- Ручной.
- Машинный.
- Гаечный.
Ручные метчики обычно предлагаются в наборе из 2-3 инструментов одинакового диаметра. Первый проводит черновую нарезку резьбы, а последний обеспечивает создание высококачественного гладкого профиля, который обеспечивает легкое скручивание болтов или шпилек. Очередность применения метчиков, которые идут в наборе, обозначается цифрами на их корпусе.
Машинные предназначены для нарезания резьбы на станках. У них имеется иной профиль канавок, для более быстрого отвода стружки. При этом форма хвостовика подогнана для закрепления в патрон на станке.
Гаечные применяются специально для гаек. Их легко узнать, поскольку они самые короткие. Так как этот инструмент предназначен для нарезки резьбы только в гайках, которые обычно отличаются небольшой шириной, он делается очень коротким. В связи с этим его длина позволяет сделать максимум 12 витков. Гаечные метчики тоже могут быть черновыми и чистовыми. Черновой только создает начальную резьбу для вкручивания заборной части более длинного инструмента.
Для правильного закрепления метчика ручного или гаечного типа применяется специальный вороток, который насаживается на хвостовик. От переднего угла метчика зависит его применение и металл, с которым он может работать. Угол с наклоном от 5 до 10 градусов делает инструмент удобным для обработки стали. Уклон от 0 до 5 градусов предназначен для чугуна. Метчики с заточкой от 10 до 25 градусов применяются для цветных металлов и их сплавов.
Плашка
Плашка (лерка) применяется для создания винтовой нарезки на болтах и шпильках. Она представляет собой круглую шайбу с центральным отверстием, которая имеет несколько выступающих ребер с острой кромкой. Плашка нарезает и калибрует внешнюю резьбу за один проход. Обычно ее применяют для нарезки резьбы на прутах диаметром до 52 мм. Стандартная толщина плашек составляет от 8 до 10 витков. Угол нарезанных выступов у плашки может отличаться. Инструмент с углом 40-60 градусов применяется для сквозного прохода. В том случае, если необходимо нарезать резьбу вплотную до упора, применяется плашка с углом 90 градусов.

Для того чтобы получить качественно нарезанную резьбу необходимо чтобы диаметр стержня, который будет обрабатываться, был на 0,3-0,4 мм больше, чем внутренний размер плашки. Также при применении этого инструмента стоит учитывать, что требуется снятие фаски на краю. Для того чтобы удерживать плашку применяется специальные воротки.

Плашка может быть цельной или разрезанной. Цельная имеет выступающие зубья для врезания в металл по всей поверхности. Использование такого инструмента требует серьезных усилий. Гораздо более популярными являются разрезанные плашки, которые имеют разделенные рабочие части, что уменьшает площадь контакта. Это облегчает процесс вывода стружки, и уменьшает трение.
Плашка может применяться для нарезания резьбы на правую или левую сторону. Также существует универсальный инструмент, который работает одинаково хорошо в обоих направлениях. Он обозначается маркировкой LN.
Клупп
Клупп – это практически та же плашка, но существенно больше. Он представляет собой систему резцов, устанавливаемых непосредственно в держатель, который одновременно служит и направляющей. Обычно такой инструмент для нарезки резьбы применяется для нарезания внешней резьбы на трубах, а также толстых металлических стержнях. Предлагаемые на рынке клуппы обычно имеют не только метрический ход, но и дюймовый. Обычно клупп применяют сантехники для подготовки труб.

Клупп продаются в наборе, в котором предлагается один держатель и несколько плашек. Насадки можно с легкостью менять. Также существуют электрические клуппы, которые фиксируются на трубе и они сами нарезают на ней резьбу. Благодаря тому, собственному редуктору, они способны создавать большие усилия, даже при слабом электродвигателе.
Нарезание внутренней резьбы. Для нарезания внутренней резьбы используют метчики, которые могут быть трех-, четырех-перовыми и многогранными. Просверленное отверстие, в котором нарезают резьбу метчиком, должно быть обработано зенкером или проточено. При нарезании резьбы материал частично «выдавливается», поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Изменение диаметра отверстия при нарезании резьбы в заготовках из твердых хрупких металлов меньше, чем в заготовках из мягких и вязких металлов.
Диаметр сверла для обработки отверстия под нарезание метрической и трубной резьб определяют по справочным таблицам.
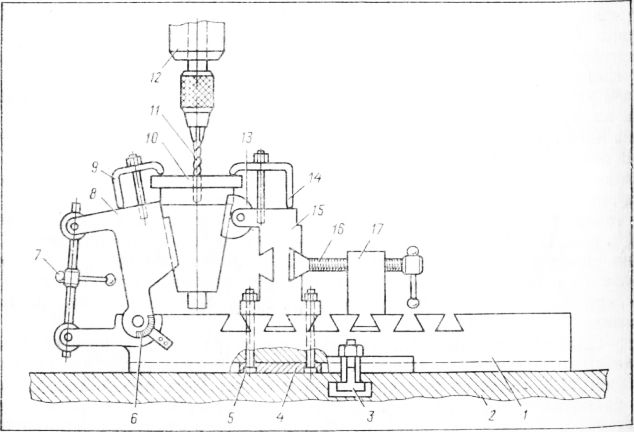
Рис. 1. Метчик
При ручном развертывании отверстий или нарезании резьбы обычно используют набор воротков под все стандартные размеры квадратов хвостовиков разверток и метчиков. Размеры воротка для закрепления метчика выбирают в зависимости от диаметра нарезаемой резьбы. Вороток очень прост в изготовлении и позволяет быстро и надежно закрепить развертку или метчик (от 4 до 12 мм). Вороток имеет термически обработанный корпус с рукоятками, ввернутыми в корпус. Окно в корпусе расположено под углом 45° к оси ручек. В окне установлен точно подогнанный подвижной кулачок, который перемещается винтом и обеспечивает закрепление квадратного хвостовика метчика. В корпусе с двух сторон прикреплены винтами две планки, препятствующие выпаданию кулачка из окна корпуса.
На рис. 2, а показан прием захвата руками воротка с метчиком и установка его по угольнику, уложенному на деталь. Вороток прижимают правой рукой к метчику, а левой рукой поворачивают его вправо до тех пор, пока метчик не врежется на несколько ниток в деталь и не займет устойчивое положение. Затем вороток берут за рукоятку двумя руками и вращают с перехватом рук через каждые пол-оборота. При этом периодически проверяют перпендикулярность осп метчика плоскости детали по угольнику. Для облегчения работы вороток с метчиком вращают не все время по часовой стрелке, а один—два оборота вправо и пол-оборота влево и т. д. Благодаря такому возвратио-вращательному движению метчика стружка ломается, получается короткой (дробленой), а процесс резания значительно облегчается. При нарезании резьбы применяют смазочно-охлаждающую жидкость.
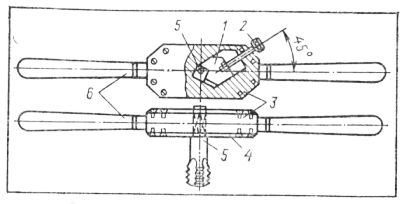
Рис. 2. Нарезание резьбы с помощью воротка
Нарезание резьбы в отверстиях на сверлильных станках резьбо-нарезными головками является более производительным способом. Прежде чем приступить нарезанию резьбы, необходимо наладить сверлильный станок, установить скорость резания 5—8 м/мин и закрепить хвостовик головки в шпинделе. Затем положить левой рукой деталь на стол станка и установить ее в такое положение, чтобы ось отверстия совпала с осью метчика. Правой рукой захватывают рукоятку шпинделя и, опуская ее вниз, вводят метчик в отверстие детали. Как только метчик достигнет заданной глубины, шпиндель автоматически переключается на обратное вращение; в это время правой рукой поднимают рукоятку вверх и выводят метчик из обработанного отверстия детали.
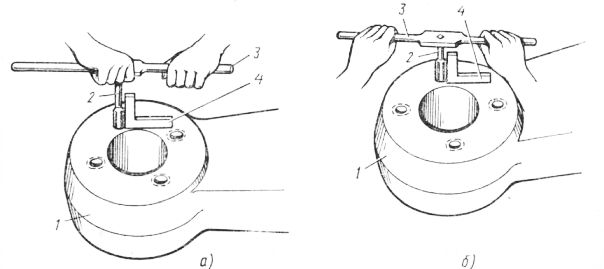
Рис. 3. Нарезание резьбы с помощью автоматической резьбонарезной головни
Резьбонарезатель с пневматическим приводо предназначен для нарезания мелких резьб. Четырехклапанный ротационный пневмодвигатель приводит во вращение через редуктор свободно сидящие зубчатые колеса. При нажатии на корпус муфты сцепляются с зубчатым колесом, обеспечивая рабочий ход (нарезание резьбы). Когда корпус за рукоятку оттягивают на себя, шпиндель смещается под действием пружины вниз, муфта сцепляется с зубчатым колесом, и происходит ускоренное вывинчивание метчика из отверстия.
Инструмент включают нажатием на курок. Редуктор и реверсивный механизм смазывают густой смазкой через имеющееся в корпусе отверстие. Метчик смазывают маслом. Нельзя допускать перекоса метчика относительно оси отверстия детали. При нарезании резьбы следует слегка нажимать на корпус, а следовательно, и на метчик. При прекращении нажатия на метчик пневмоиарезатель изменит направление вращения, а метчик вывернется из отверстия. После нарезания резьбу промывают, продувают воздухом и проверяют.
Поломка метчиков является одной из причин брака деталей; она происходит в основном в результате ошибок в приемах работы и некачественного подбора метчиков. На рис. 5, а доказана тpex-штырьковая вилка, предназначенная для удаления сломанных метчиков из нарезаемого отверстия.. Прежде чем начать выворачивать сломанный метчик из детали, нужно в отверстие залить керосин, чтобы облегчить удаление осколка метчика. Затем отвертку вставляют в шлиц вилки и, осторожно раскачивая, выворачивают осколок сломанного метчика. Если из отверстия торчит обломок метчика, выступающую часть захватывают плоскогубцами или ручными тисочками и удаляют из отверстия. При отсутствии выступающей части сломанного метчика в его канавку вставляют вилку и, слегка вращая вороток влево, осторожно выворачивают метчик из отверстия детали. Иногда приходится для извлечения сломанного метчика, изготовленного из быстрорежущей стали, нагревать в муфельной печи деталь вместе с метчиком и охлаждать ее вместе с печью. Отожженный этим способом метчик высверливают.
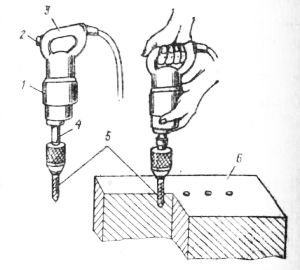
Рис. 4.
Если сломан метчик из углеродистой стали, деталь вместе с застрявшим обломком нагревают докрасна, медленно охлаждают, высверливают застрявшую часть метчика и выворачивают специальным конусообразным метчиком со спиральной левой резьбой.
Если деталь имеет большие размеры и ее нагрев затруднен, применяют следующие способы:
1) к сломанному метчику приваривают электрод (планку или прутик) и выворачивают сломанный метчик;
2) на обломок метчика устанавливают хвостовик сломанного метчика и сваривают их по всей окружности, после чего гаечным ключом выворачивают сломанный метчик.
Иногда для извлечения осколков метчиков их травят раствором азотной кислоты, который хорошо растворяя материал метчика незначительно действует на материал детали (алюминиевый сплав). В качестве катализатора применяют кусочки железной проволоки, которые опускают в раствор кислоты, залитой в отверстие. Через каждые 5—10 мин кислоту удаляют из отверстия пипеткой и отверстие вновь наполняют кислотой. Процесс продолжают несколько часов, до тех пор, пока металл метчика не будет окончательно разрушен. После этого отверстие промывают. Запрещается разламывать (разбивать) метчик на мелкие кусочки закаленным пробойником, напоминающим кернер, из-за возможной травмы глаз, кроме того, при этом повреждается резьба в детали. Можно извлекать метчик электроискровым способом, если габаритные размеры детали позволяют применить этот метод.
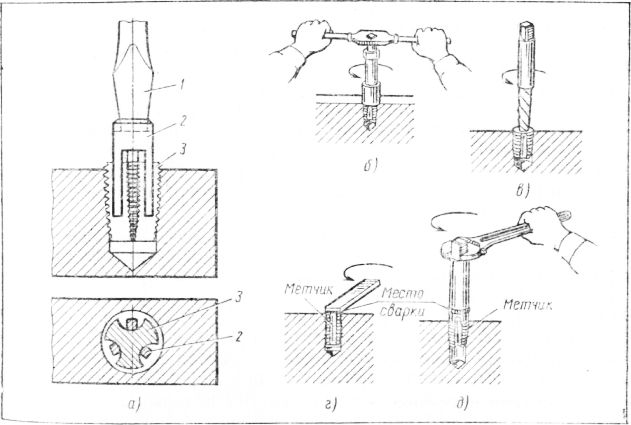
Рис. 5. Приемы удаления поломанных метчиков из отверстия заготовки
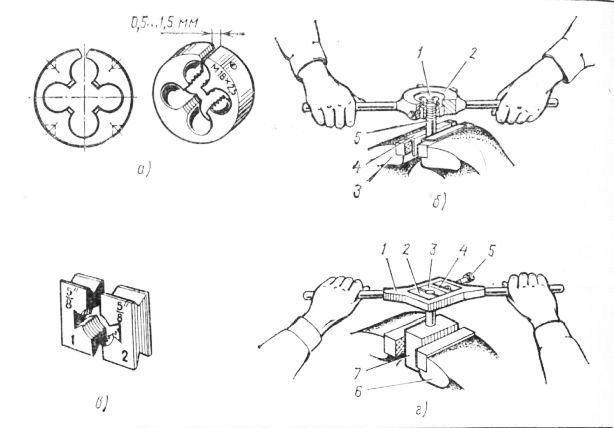
Рис. 6. Нарезание резьбы плашкой
При нарезании резьбы метчиком на станке следует руководствоваться правилами техники безопасности при работе на сверлильных станках. При нарезании резьбы метчиками и плашками вручную в деталях с сильно выступающими острыми частями следят за тем, чтобы при повороте воротка не поранить руки. При использовании электро- и пневмоинструментов соблюдают соответствующие правила техники безопасности.
Нарезание наружной резьбы. Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Круглые плашки изготавливают цельными и разрезными. Цельные плашки представляют собой стальную закаленную гайку, в которой прорезаны сквозные продольные отверстия для выхода стружки. С обеих сторон плашки имеются заборные части — 1,5—2 нитки. Эти плашки применяют при нарезании резьбы диаметром до 52 мм за один проход.
Вследствие пониженной жесткости нарезаемая этими плашками резьба имеет недостаточно точный профиль. На рис. 7, б показан способ установки круглой плашки в обойму воротка и приемы нарезания резьбы на шпильке, установленной между алюминиевыми прокладками в губках тисков. При нарезании резьбы нужно следить за тем, чтобы вороток не создавал перекоса резьбы.
Раздвижные (призматические) плашки состоят из двух квадратных половинок, называемых полуплашками. На каждой из них указаны размер наружной резьбы и цифры на квадратных поверхностях, а на боковых сторонах имеются угловые пазы, которыми их крепят в угловых выступах воротка.
Для обеспечения врезания в нижней части плашек имеются фаски, а для равномерного распределения давления винта на полуплашки (во избежание перекоса полуплашек) в квадратном окне корпуса воротка установлен направляющий сухарь. Сухарь винтом перемещается совместно с полуплашкой по направляющим угловых выступов окна корпуса воротка и создает равномерное давление на нарезаемую деталь, закрепленную в тисках. При этом нужно следить за тем, чтобы обрабатываемая деталь была смазана, а полуплашки врезались в нее примерно на 1—2 витка. Вороток вращают двумя руками на один-два оборота вправо и на пол-оборота влево. Для предупреждения брака и поломки зубьев в полуплашках необходимо следить за перпендикулярным положением оси плашки по отношению к оси нарезаемой детали; полуплашки должны врезаться в деталь без перекоса.
Чтобы нарезать резьбу без перекоса, применяют специальный вороток с направляющим кольцом. Вороток состоит из круглой обоймы с двумя ручками. Во внутренней части обоймы имеется обработанное квадратное окно со вставленными призматическими полуплашками. На боковой стороне установлен винт, прижимающий полуплашки друг к другу. Для того чтобы на детали резьба была нарезана без перекоса, в нижней части обоймы закреплена винтами шайба и два направляющих болта, по которым перемещается кольцо. Кольца изготавливают сменные в зависимости от диаметра нарезаемой цилиндрической детали. Проверка нарезаемой внутренней резьбы производится резьбовыми калибрами-пробками, а наружной — резьбовыми микрометрами или резьбовыми калибрами-кольцами и резьбовыми шаблонами 3-го класса точности.
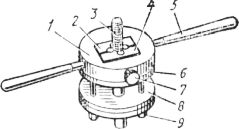
Рис. 7. Специальный вороток с разрезными плашками и направляющим кольцом
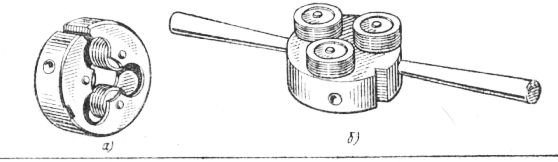
Рис. 8. Резьбонакатнаи плашка (а) и вороток с рсзьбонакцтными роликами
Резьбонакатными плашками накатывают резьбы диаметром от 4 до 42 мм и шагом от 0,7 до 2 мм. Накатку выполняют на станках и вручную. Резьба получается более прочной, поскольку волокна металла в витках не перерезаются, а сминаются. Кроме того, при пластической деформации металла его волокна упрочняются и резьбовая поверхность получается более чистой. При слесарно-сборочных работах широко применяют плашки для накатывания и нарезания резьбы на трубных соединениях.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|