- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Лабораторная работа № 3. Тема «Измерения геометрических параметров спирального сверла, его заточка. Выбор режимов резания, исходя из заданной скорости сверла, зенкера, развертки». Общие сведения
Лабораторная работа № 3
Тема «Измерения геометрических параметров спирального сверла, его заточка. Выбор режимов резания, исходя из заданной скорости сверла, зенкера, развертки»
Цель работы: Изучение геометрических параметров спирального сверла, его заточки. Выбор режимов резания, исходя из заданной скорости сверла, зенкера, развертки.
Оборудование, материалы и инструменты: спиральное сверло, штангенциркуль, инструкционная карта, калькулятор.
Литература:
1. Сверла, их виды: https://www.youtube.com/watch?v=1JJ7GXFqizA
2. Измерение геометрических параметров сверла: https://www.youtube.com/watch?v=-Vul24-Ayz0
3. Как заточить сверло: https://www.youtube.com/watch?v=wY2X2IkNmf8
4. Ручная заточка спиральных сверл, ч. 1: https://www.youtube.com/watch?v=XIe9tbTngCI
5. Ручная заточка спиральных сверл, ч. 2 : https://www.youtube.com/watch?v=urjaIYaEGQM
6. Ручная заточка спиральных сверл, ч. 3 : https://www.youtube.com/watch?v=_iIAL8IZ1cI
7. Ручная заточка спиральных сверл, ч. 4 : https://www.youtube.com/watch?v=1odSSpFB2yo
8. Справочник технолога-машиностроителя. Т.2./Под ред. А.Г. Косиловой и Р.К. Мещерякова. - М.: Машиностроение, 1986, с.115..275.
9. Нефедов Н.А., Осипов К.А. Сборник задач по резанию металлов и режущему инструменту. - М.: Машиностроение, 1990, с.422.
1. Общие сведения
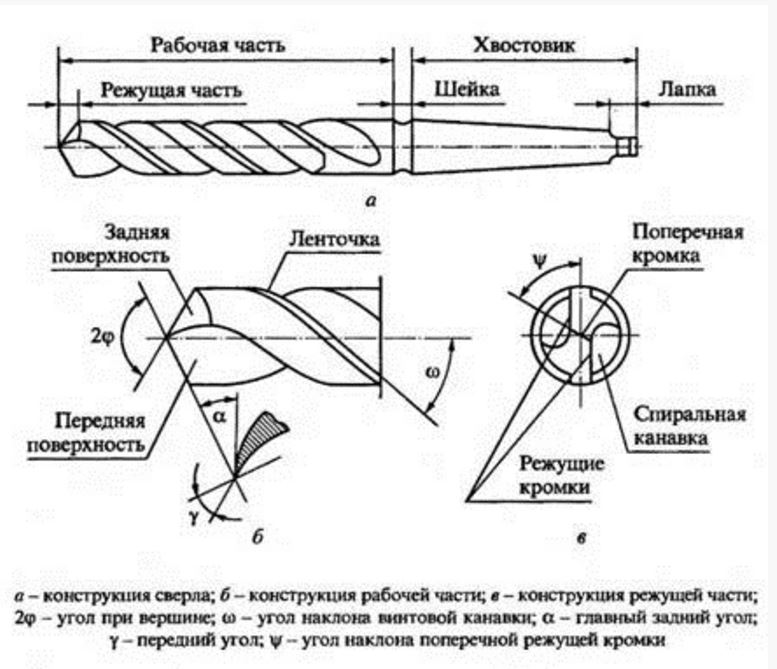
Сверла по металлу, для изготовления которых используются стальные сплавы быстрорежущей группы, применяются для создания в металлических деталях как сквозных, так и глухих отверстий. Наиболее распространенными являются спиральные сверла, конструкция которых включает в себя следующие элементы:
· режущую часть;
· рабочее тело;
· хвостовик;
· лапку.
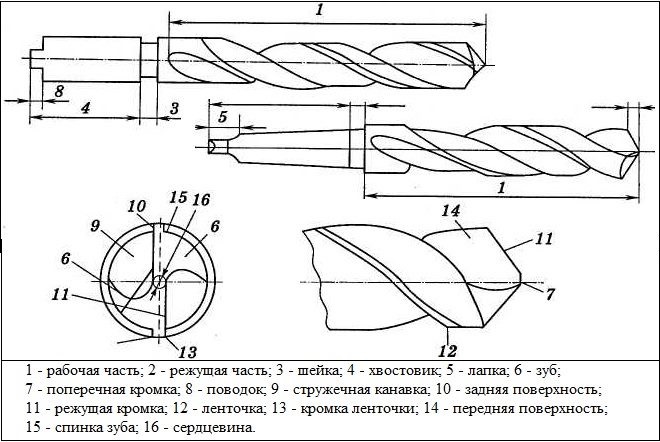
Рисунок 1 - Конструктивные элементы спирального сверла
Если хвостовик, который может быть как цилиндрическим, так и коническим, предназначен для надежной фиксации инструмента в патроне используемого оборудования, то рабочая часть одновременно выполняет сразу несколько важных функций. Именно геометрией сверла определяются его работоспособность и режущие свойства.
Важнейшими элементами рабочей части сверла по металлу являются винтовые канавки. Их задача состоит в том, чтобы выводить из зоны обработки стружку. Геометрия спирального сверла по металлу предусматривает, что передняя сторона спиральной канавки выполняется под определенным углом, величина которого по направлению от оси инструмента к его периферийной части меняется. В процессе изготовления сверла по металлу на боковой области его спиральных элементов формируются узкие ленточки, несколько выступающие над основной поверхностью. Задача таких ленточек состоит в том, чтобы уменьшить величину трения инструмента о стенки формируемого отверстия.
Заточка сверл необходима для того, чтобы восстановить их геометрические параметры. Выбор определенного вида заточки сверла зависит от ряда факторов (диаметра инструмента, характеристик обрабатываемого металла и др.).
Наиболее универсальной является нормальная заточка (Н), при выполнении которой на рабочей части сверла формируются одна поперечная и две режущие кромки. Угол заточки сверла в данном случае составляет 118–120°. Выбирая такой вид заточки сверл, следует иметь в виду, что использовать его можно по отношению к инструментам, диаметр которых не превышает 12 мм.
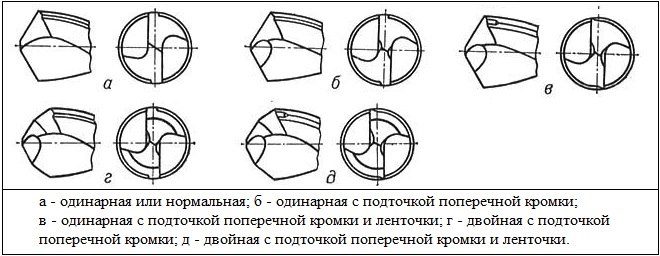
Рисунок 2 - Типы заточек сверл по металлу
Все остальные виды заточки, которые обозначаются буквосочетаниями НП, НПЛ, ДП, ДПЛ, можно применять для инструментов с диаметром до 80 мм. Каждый из указанных типов заточки предполагает доведение геометрии сверла по металлу до требуемых параметров.
НП - Такая заточка подразумевает подточку поперечной кромки, что делается для уменьшения ее длины и, соответственно, для снижения нагрузок, воспринимаемых инструментом в процессе сверления.
НПЛ - В данном случае кроме поперечной кромки подточке подвергается и ленточка, что позволяет уменьшить ее ширину в области режущей части. Подточка ленточки помимо уменьшения силы трения, создаваемой при сверлении, позволяет сформировать дополнительный задний угол сверла, что способствует облегчению процесса обработки.
ДП - Это двойная заточка, совмещенная с подточкой поперечной кромки. Выполнение заточки данного вида позволяет сформировать на рабочей части сверла по металлу одну поперечную и четыре режущие кромки, имеющие вид ломаных линий.
ДПЛ - Это аналогичный предыдущему вид заточки, при котором дополнительно подтачивают ленточку. Создание четырех режущих кромок при выполнении двойной заточки необходимо для того, чтобы уменьшить угол между периферийными участками режущих кромок. Такой подход позволяет улучшить отвод тепла от режущей части инструмента и, соответственно, значительно повысить его стойкость.
Углы заточки сверла выбираются по специальным таблицам, где их значения представлены в зависимости от того, в каком именно материале необходимо сформировать отверстие.
Таблица 1- Углы заточки сверла по металлу для различных материалов
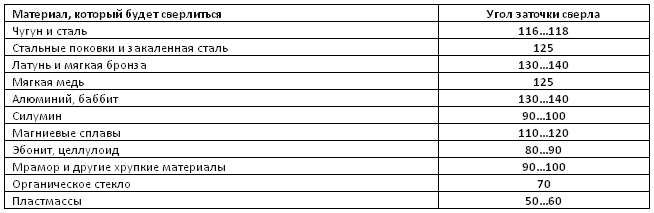
Если неправильно выбрать углы, под которыми будет затачиваться сверло, то это приведет к тому, что оно в процессе работы будет сильно нагреваться. Это в итоге может привести к его поломке. Кроме того, именно неправильно выбранные углы, используемые для заточки сверла по металлу, часто становятся основной причиной некачественно выполненного сверления.
Традиционно заточка сверл по металлу спирального типа выполняется на наждачном станке, оснащенном точильным кругом соответствующей твердости. Начинать затачивать их следует с обработки задней поверхности. Прижимая инструмент данной поверхностью к вращающемуся точильному кругу под определенным углом, надо следить за тем, чтобы на ней формировался правильный уклон.
При заточке передней режущей поверхности необходимо контролировать не только угол, под которым выполняется операция, но и размер перемычки. Очень важно, чтобы при заточке на рабочей части сверла по металлу были сформированы режущие кромки равной длины, расположенные под одним углом. Если просверлить отверстие сверлом, при заточке которого не соблюдены эти важные требования, то диаметр такого отверстия будет больше, чем поперечный размер самого инструмента.

Рисунок 3 - Проверка углов заточки с помощью шаблона
Проверить соответствие основных геометрических параметров (в том числе угла заточки) сверла требуемым характеристикам можно при помощи одного шаблона.
Режимы резания при сверлении.Производительность труда при сверлении во многом зависит от скорости вращения сверла и величины подачи, т. е. на какую величину сверло углубляется за один оборот в обрабатываемую деталь.
Но скорость вращения сверла и подача не могут быть беспредельно увеличены - при слишком большой скорости вращения сверло «сгорит», а при слишком большой подаче сломается.
Скорость резания выражается формулой:
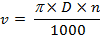
где v - скорость резания, м/мин; D - диаметр сверла, мм; n - число оборотов шпинделя в минуту; π - число, равное 3,14.
При выборе скорости резания учитывают свойства обрабатываемого материала и материала сверла, диаметр сверла, величину подачи и условия сверления (глубину сверления, наличие охлаждения и др.).
Величина подачи определяется с учетом диаметра сверла. Так, например, при обработке стали средней твердости сверлом диаметром 6 мм допускают подачу 0,15 мм/об; при диаметре сверла 12 мм - 0,25 мм/об; при диаметре сверла 20 мм - 0,30 мм/об и т. д.
По заданной скорости резания можно рассчитать и требуемое число оборотов сверла в минуту:
Правильный выбор скорости и подачи сверла оказывает большое влияние не только на производительность, но и на стойкость режущего инструмента и качество обрабатываемого отверстия. Сверло работает лучше при большой скорости резания и малой подаче.
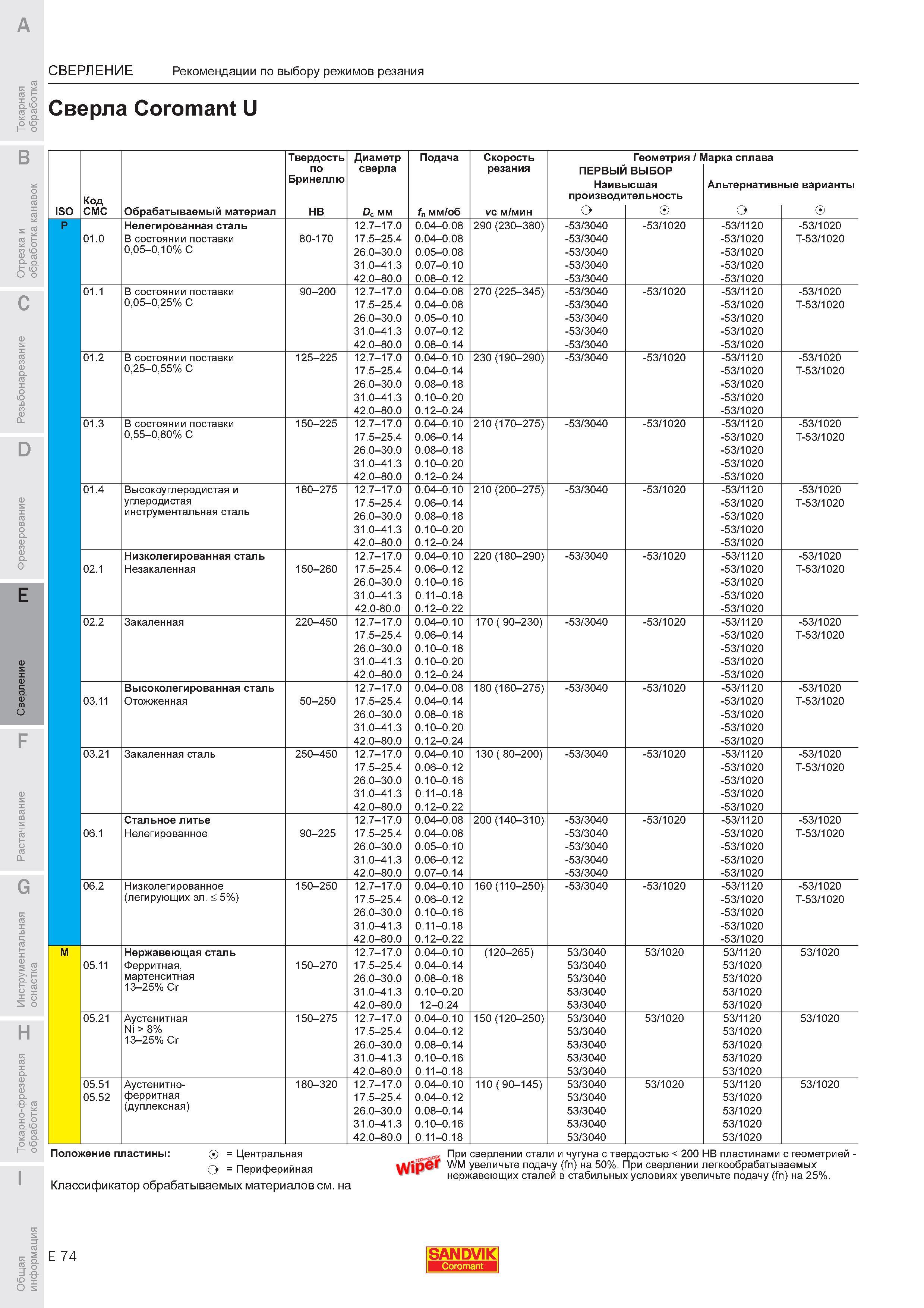
Число оборотов, скорость и подачу можно определять и по таблицам.
2. Задание
2.1. Посмотрите видео 1. Изучите конструктивные элементы спирального сверла, заполните таблицу:
| № п/п | Элементы сверла | Назначение |
| 1. | Хвостовик | |
| 2. | Винтовая канавка | |
| 3. | Ленточка |
2.2. Посмотрите видео 2. Изучите типы заточек сверл по металлу, заполните таблицу:
| № п/п | Тип заточки | Обрабатываемые поверхности |
| 1. | ||
| 2. | ||
| 3. | ||
| 4. | ||
| 5. |
2.3. Посмотрите видео 3. Изучите исходные данные для вашего варианта. Определите необходимый угол сверла для вашего материала по таблице 1.
2.4. Расшифруйте марку станка.
2.5. По исходным данным определите скорость резания и число оборотов сверла расчетным и табличным методами. Сравните результаты. Сформулируйте выводы.
3. Исходные данные для расчета:
| № варианта | Станок | Обрабатываемый материал | Твердость по Бринеллю, НВ | Число оборотов шпинделя, об/мин | Диаметр сверла, мм |
| 1. 11 | 2А135 | Нелегированная сталь, 0,1%С | 27,00 | ||
| 2. 12 | 2В56 | Низколегированная сталь, незакаленная | 38,00 | ||
| 3. 13 | 2А135 | Высоколегированная сталь, отожженная | 29,00 | ||
| 4. 14 | 2В56 | Стальное литьё, нелегированное | 50,00 | ||
| 5. 15 | 2А135 | Нержавеющая сталь, ферритная | 31,00 | ||
| 6. 16 | 2В56 | Нелегированная сталь, 0,25%С | 42,00 | ||
| 7. 17 | 2А135 | Низколегированная сталь, закаленная | 13,00 | ||
| 8. 18 | 2В56 | Высоколегированная сталь, закаленная | 54,00 | ||
| 9. 19 | 2А135 | Стальное литьё, низколегированное | 35,00 | ||
| 10. 20, 21 | 2В56 | Нержавеющая сталь, аустенитная | 56,00 |
Приложение 1
Приложение 2
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|