- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Жесткая. автоматизация. Ручной труд. Гибкая. автоматизация. дитель- мость. С = const В = const
  |
Жесткая
автоматизация
Ручной труд
Гибкая
автоматизация
0,1 1,0 10
 |
Гибкость Объем Произво- Стои-
дитель- мость
ность
 Т1 Т1 Т1
Т1 Т1 Т1
t1 t2 t3
С1
Т2
t1 t2 t3
С2
Т3
t1 t2 t3
С3
 | |||||
| |||||
 | |||||
 а ) б )
а ) б )
Т Т
С = const В = const
В С
З
З = (С / В) + В
З = В
З = С / В
В
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
 | |||||||||||||||||||||
а)
б)
в)
а)
| |||||||
б)
 |
 | ||||||||||
 | ||||||||||
 | ||||||||||
 | ||||||||||
 | ||||||||||
 | ||||||||||
а)
 |
б)
в)
 | |||
| |||
|



|
|
























| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
| ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
 | ||||||||||||||||||||||||
 | |||||||||||||
 | |||||||||||||
 | |||||||||||||
 | |||||||||||||
 | |||||||||||||
 | |||||||||||||
 | |||||||||||||
Рис. 56. Транспортная тара для ориентации положения деталей при сборке: а – детали; б – установочные элементы; в – корпус; г – транспортная тара в сборе



Рис. 65. Устройство активной ориентации
Рис. 66. Схема для определения максимально допустимого
смещения (а, б) и угла поворота осей вала и отверстия
во втулке перед сборкой (в)
Рис. 67. Размерные связи при автоматической установке
валика во втулку промышленным роботом

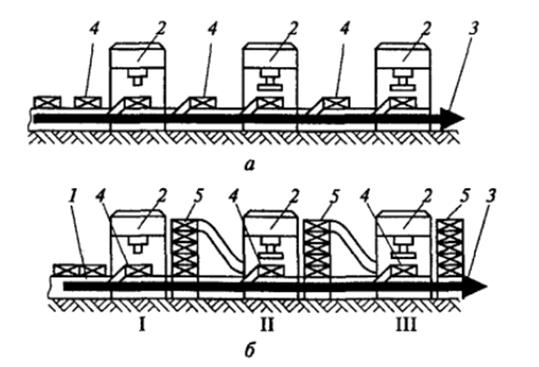
Рис. 73 – Автоматическая линия: а – сблокированная,
б – несблокированная

Рис. 74 – Несинхронная часть АЛ: а – связь между станками, б – связь между участками
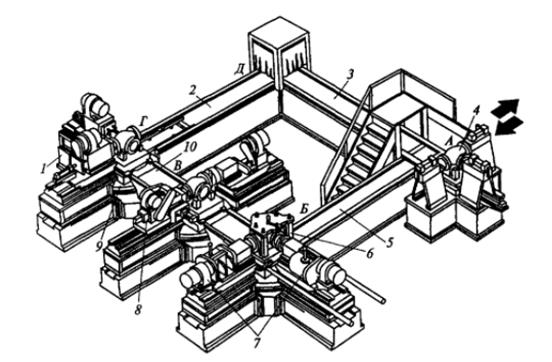
Рис. 75 – АЛ для обработки корпуса-клапана
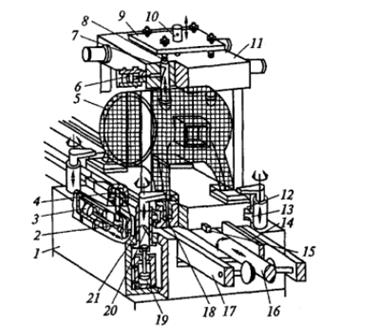
Рис. 76 – ПС со станцией, предназначенная для фиксации и закрепления ПС на позиции АЛ во время обработки заготовки
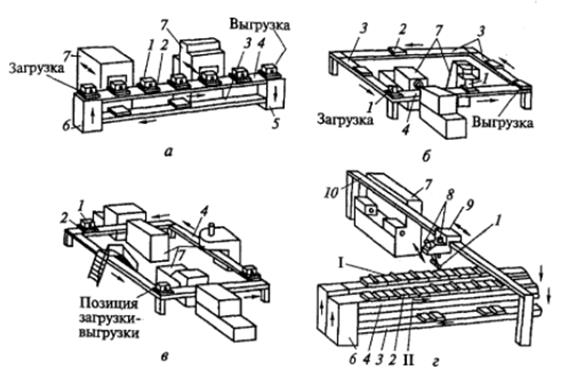
Рис. 77 – Схема возврата ПС на позицию загрузка-выгрузка
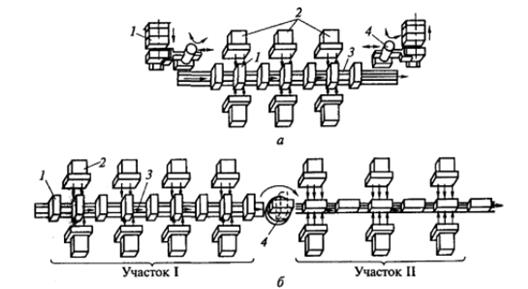
Рис. 78 – Линия последовательного действия
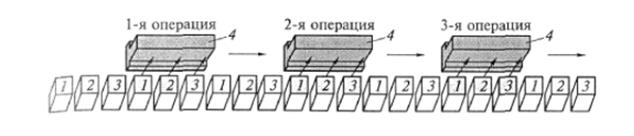
Рис. 79 – Линия параллельно-последовательного действия
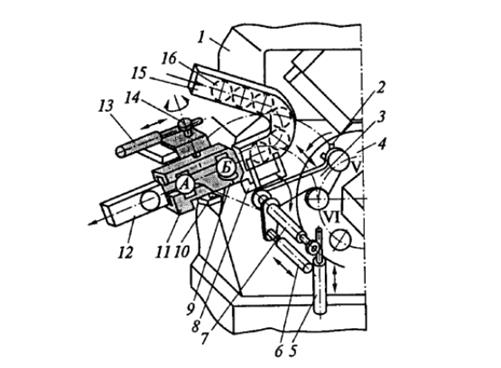
Рис. 80 – Загрузочное устройство последовательного действия к
многошпиндельному горизонтальному токарному станку-автомату
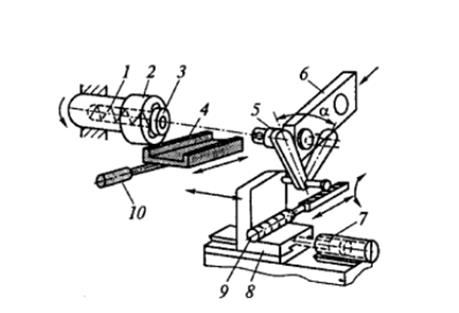
Рис. 81 – Устройство загрузки-выгрузки к одношпиндельному
токарному автомату
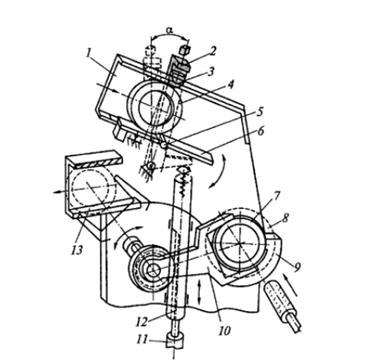
Рис. 82 – Конструкция загрузочного устройства, встроенного
во внутришлифовальный автомат
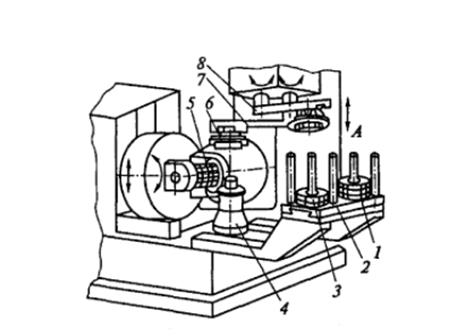
Рис. 83 – Загрузочная заготовка и выгрузка обработанной детали
на зубофрезерном станке
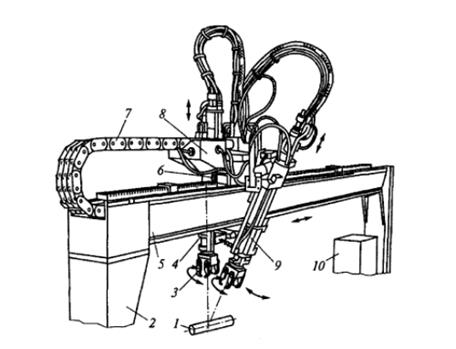
Рис. 84 – Наиболее распространенный портальный манипулятор, используемый в АЛ для перемещения деталей типа валов, фланцев и колец
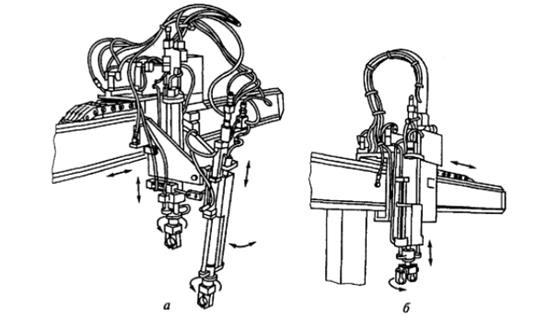
Рис. 85 – Манипуляторы, консольно-расположенные на портале:
а – имеет две руки; б – имеет одну руку
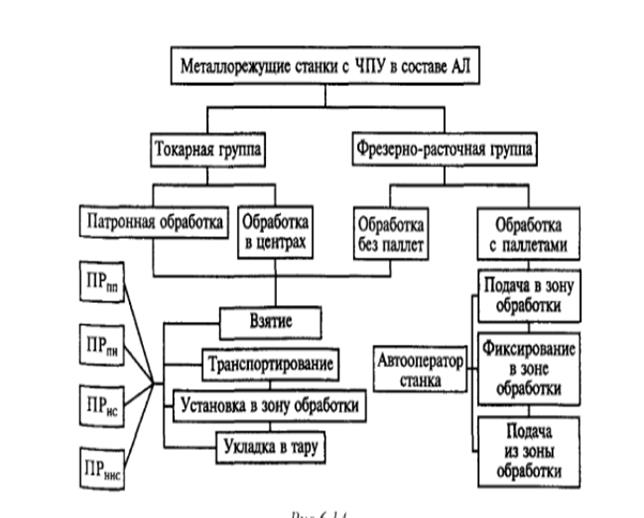
Рис. 86 – Схема выполнения ПР операций при обслуживании
станков с ЧПУ в составе АЛ
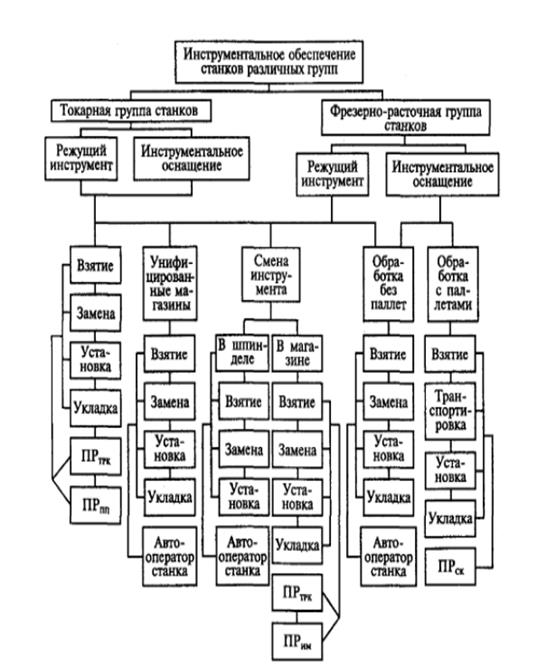
Рис. 87 – Схема применения ПР и выполнения операций в
автоматизированной системе инструментального обеспечения
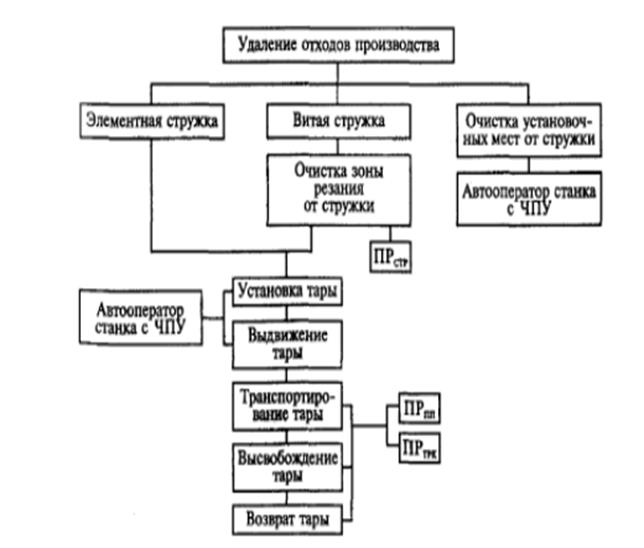
Рис. 88 – Блок-схема применения ПР в автоматизированной
системе удаления отходов производства
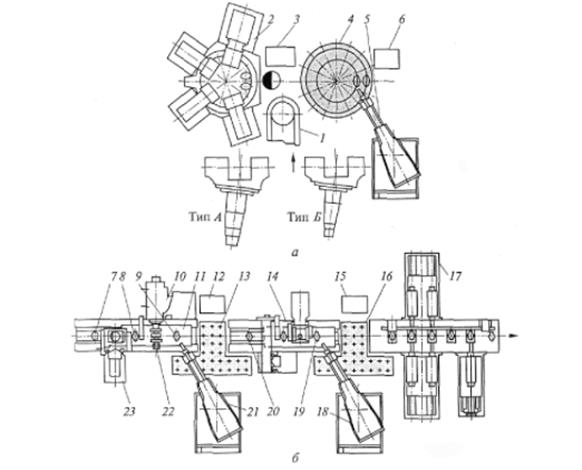
Рис. 89 – Планировка переналаживаемой АЛ, обслуживаемой ПР и назначенной для обработки поворотных кулаков типов А и Б грузовых автомобилей
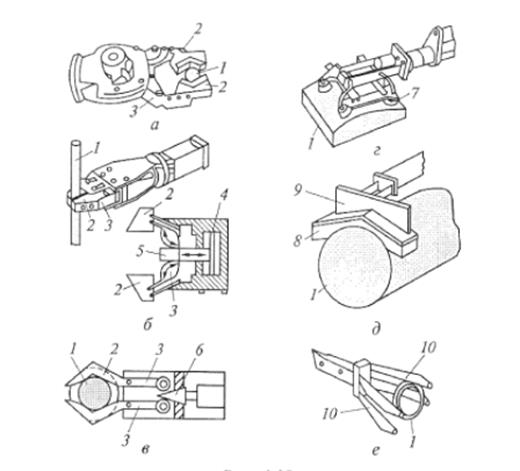
Рис. 90 – Устройства ПР различного типа
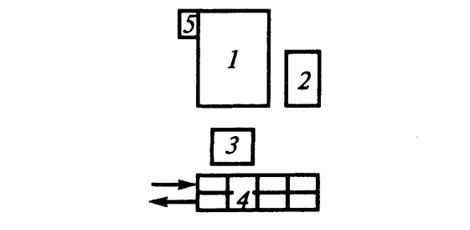
Рис. 91 – Структурные компоненты ПМ:
1-станок с ЧПУ; 2 – управляющее устройство; 3 – погрузочно-разгрузочное устройство; 4 – транспортно-накопительное устройство;
5 – контрольно-измерительное устройство
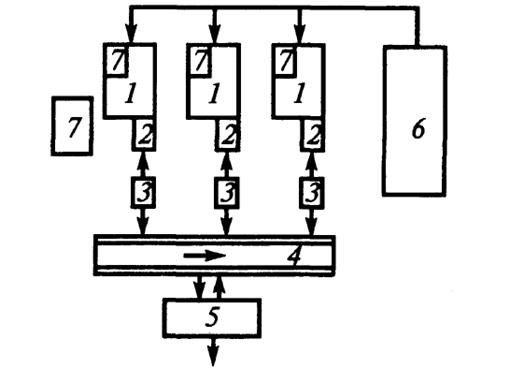
Рис. 92 – Структурные компоненты гибкой ПЯ:
1 – станок с ЧПУ или обрабатывающий центр; 2 – приемный стол;
3 – погрузочно-разгрузочное устройство; 4.5 – транспортно-накопительное устройство (4 – конвейер, 5 – накопитель); 6 – управляемая ЭВМ; 7 – контрольно-измерительная система
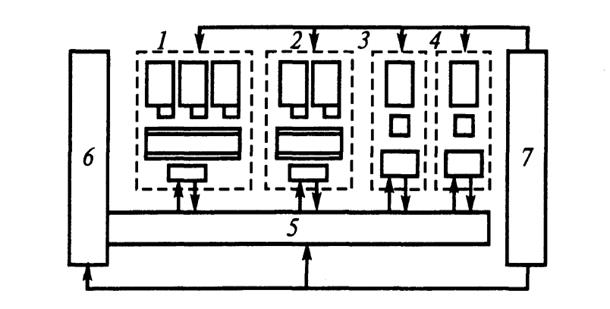
Рис. 93 – Структурные компоненты гибкой АЛ:
1.2 – производственные ячейки; 3.4 – производственные модули; 5 – транспортная система; 6 – склад; 7 – управляющая ЭВМ
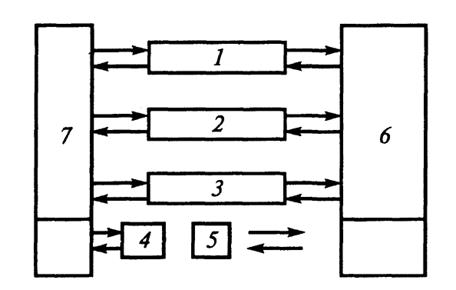
Рис. 94 – Структурные компоненты АУ:
1-3 – АЛ; 4 – ПМ; 6 – склад; 7 – управляющая ЭВМ
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|