- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Основы технической механики и слесарных работ.
Основы технической механики и слесарных работ.
Тема 1.1.5. Технические измерения при слесарной обработке.
Для проверки соответствия деталей и изделий требованиям чертежа и техническим условиям производят их контроль - измерение и проверку измерительными средствами, позволяющими установить действительные размеры деталей и изделий, взаимное расположение поверхностей, с заданной степенью точности определить качество обработки поверхностей.
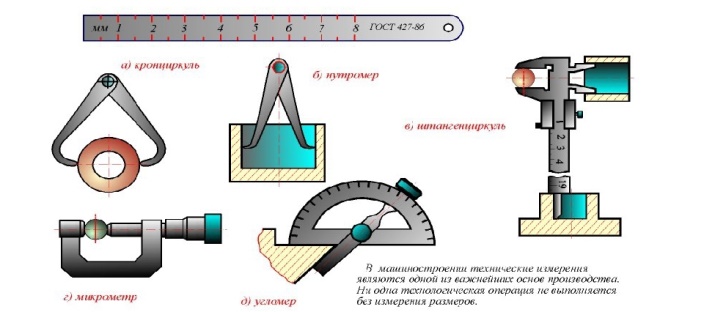
Для разметки, измерения и проверки правильности изготовления изделий применяют следующие инструменты: линейка, угольник, циркуль, штангенциркуль, кронциркуль, нутромер, масштабная и лекальная линейки, транспортир, чертилка, кернер, разметочная плита. В качестве приспособлений, ускоряющих процесс разметки, используют шаблоны, лекала, трафареты.
Ни одно измерение не может быть проведено абсолютно точно. Между измеренным значением величины и ее действительным значением существует всегда некоторая разница, которая называется погрешностью измерения. Чем меньше погрешности измерения, тем, естественно, выше точность измерения.
Допуск - разность между наибольшим и наименьшим предельными размерами. Предельные размеры - размеры, между которыми должен находиться действительный размер. Действительный размер - размер, полученный измерением. Предельных размеров два: наибольший и наименьший. Действительный размер должен быть равен одному из этих размеров или находиться между ними.
Посадкой называется характер соединения деталей. Посадка определяет большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному перемещению. Сопряжения деталей при различных посадках могут образовать зазор или натяг. Зазор бывает, когда в соединяемых деталях размер отверстия больше размера вала. Натяг бывает, когда при соединении деталей диаметр вала больше диаметра отверстия.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|