- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Рис. 27. Последовательность выдалбливания проушины: а — поперечное надрубание дна; б — наклонное вырубание; в — углубление дна; г — долбление с противоположной стороны
Рис. 27. Последовательность выдалбливания проушины: а — поперечное надрубание дна; б — наклонное вырубание; в — углубление дна; г — долбление с противоположной стороны
Когда выдолблено больше половины глубины проушины, заготовку переворачивают на 180° и долбят с другой стороны, чтобы не скалывалась древесина при выходе из нее долота (рис. 27, г).
Гнездо долбят аналогично, но поочередно от обеих линий разметки. Если волокна древесины имеют косослой или завитки возле сучков, то размеры шагов при долблении уменьшают в два-три раза.
Для плотного соединения шипа и проушины их подгоняют стамеской или напильником, срезая излишки в нужный размер. Заготовку крепят на верстаке и, соблюдая меры предосторожности, срезают стамеской тонкие стружки с обрабатываемой поверхности, как это изображено на рисунке 28.
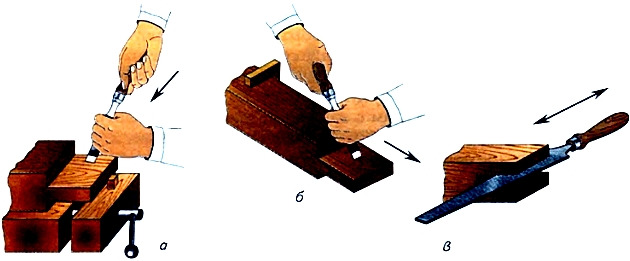
Рис. 28. Обработка шипов и проушин в размер: а, б — стамеской; в — напильником
Окончательную пригонку соединяемых поверхностей шипа и проушины производят напильником так, чтобы шип входил в проушину плотно при нажатии рукой или несильном ударе киянкой.
Склеивание шипового соединения осуществляют по технологии, уже изученной вами. На склеиваемые поверхности наносят клей, выдерживают на воздухе, пока клей не впитается в поры древесины. Затем детали соединяют и помещают в зажим до полного отвердевания клея (рис. 29).
После склеивания изделие крепят на верстаке и производят зачистку поверхностей рубанком или напильником (рис. 30). При строгании шинового соединения рубанок следует передвигать от края к центру бруска, чтобы торцы шипов и проушин не откалывались.
Вы убедились, насколько трудоемко в изготовлении шиповое соединение. Однако при массовом производстве изделий с высокой точностью, без пригонки, шипы, проушины и гнезда вырезают фрезами на шипорезных станках при движении заготовок по конвейеру.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|