- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
ОСНОВЫ ИНЖЕНЕРНОЙ ГРАФИКИ. Тема 27-28. Практическое занятие. Чтение сборочного чертежа со сварным соединением.. Сварные соединения и швы классифицируются по нескольким признакам. Стыковое соединение
ОСНОВЫ ИНЖЕНЕРНОЙ ГРАФИКИ
10.12.2020
Тема 27-28. Практическое занятие. Чтение сборочного чертежа со сварным соединением.
Алгоритм чтения сборочного чертежа и наглядного изображения сборочной единицы:
1. Определить название изделия.
2. Установить число наименований деталей и их количество.
3. Определить масштаб изображения.
4. Проанализировать количество и характер изображений на чертеже или на наглядном изображении сборочной единицы.
5. Определить очертание каждой детали сборочной единицы на всех изображениях чертежа.
6. Проанализировать геометрическую форму каждой детали.
7. Определить виды соединения деталей в данной сборочной единице.
8. Проанализировать и установить тип размеров.
9. Выявить условности и упрощения, использованные на сборочном чертеже или на наглядном изображении сборочной единицы.
10. Установить последовательность сборки изделия.
Сварная сборочная единица представляет собой неразъемное соединение двух или нескольких деталей, осуществленное с помощью сварки.
Сварные соединения и швы классифицируются по нескольким признакам
| · |
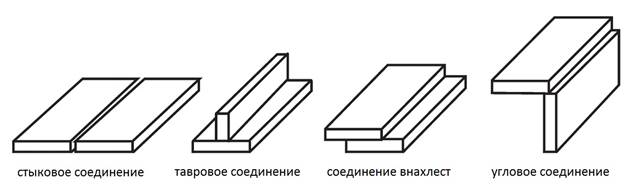
Существует ряд типов сварных швов в зависимости от вида соединения:
· - шов стыкового соединения
· - шов таврового соединения
· - шов нахлесточного соединения
· - шов углового соединения
Стыковое соединение
Стыковое соединение представляет собой соединение двух листов или труб их торцевыми поверхностями. Данное соединение является самым распространенным, благодаря меньшему расходу металла и времени на сварку.
Стыковое соединение может быть, в зависимости от расположения шва:
· - Односторонним
· - Двусторонним
По подготовке соединения под сварку, в зависимости от толщины свариваемых изделий:
· - Без скоса кромок
· - Со скосом кромок
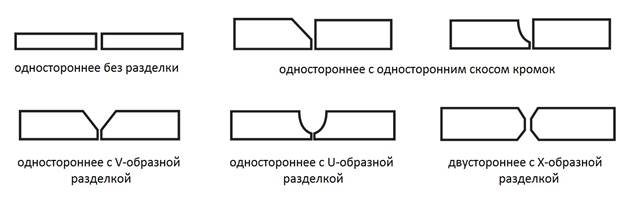
Одностороннее соединение без скоса кромок предполагает сварку листов толщиной до 4 мм (исключение - процесс Laser Hybrid Weld). Двусторонне соединение бес скоса кромок рекомендуется выполнять при сварке толщин до 8 мм. В обоих случаях для обеспечения качественного провара, необходимо делать небольшой зазор при соединении листов под сварку, оклоло 1- 2 мм.
Скос кромок при одностороннем сварном соединении рекомендуется делать при толщинах от 4 до 25 мм. Наиболее популярным является соединение со скосом кромок V-образного типа. Менее популярными, но также применяются односторонние скосы кромок и скосы U-образного типа. Для предотвращения возможностей прожогов во всех случаях делается небольшое притупление кромок.
При толщинах от 12 мм и более при двусторонней сварке рекомендуется делать X-образную разделку, которая имеет ряд преимуществ перед V-образной разделкой. Эти преимущества заключаются в уменьшении объема требуемого металла для заполнения разделки (почти в 2 раза), и соответственно увеличении скорости сварки и экономии сварочных материалов.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|