- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
С нового листа
СОДЕРЖАНИЕ
ВВЕДЕНИЕ
1.ОГАНИЗАЦИЯ ПРОИЗВОДСТВА
1.1. Определение годового фонда времени работы одного
производителя и единицы оборудования
1.2. Определение количества параллельно занятых рабочих мест
1.3. Определение длительности производственного цикла
1.4. Определение нормативных величин заделов
1.5. Определение программы запуска деталей в производство
1.6. Определение потребностей в оборудовании и его загрузки
1.7. Определение численности работающих|трудится| на участке
1.8. Определение площади участка
1. ЕКОНОМИКА ПРОИЗВОДСТВА
2.1. Определение прямых расходов
2.2. Определение цеховой, заводской и полной себестоимости
2.3. Калькуляция себестоимости детали
2.4.Определение отпускной цены детали
2. ТЕХНИКО – ЭКОНОМИЧЕСКИЕ|экономичные| ПОКАЗАТЕЛИ РАБОТЫ
ЛИТЕРАТУРА
ВСТУПЛЕНИЕ
Подъем|поднесение| технологического процесса, непрерывное создание новых высокопродуктивных|высокопроизводительных| автоматизированных машин, требует подготовки высокообразованных техников и инженеров|инженер-металлурга|, которые имеют хорошую теоретическую базу, владеют|обладают| новой техникой производства на выпуск новой продукции.
Современное развитие технологии машиностроения, возможное благодаря вы пользованию|использованию| новейших достижений науки и техники, и что характеризуется учебой|обучением| конструкции и технологического производства машин.
В отрасли станкостроения разработка конструкций изделий должна удовлетворять требованиям|востребованию| служебного эксплуатационного характера, а также требования|востребование|, которые выполняются|исполняют| соответственно ГОСТ, и такой документацией как ЕСКД и ЕСТД.
Курсовая работа направлена на обобщение и закрепление знаний по МДК.02.01 Планирование и организация работы структурного подразделения специальности Технология машиностроения. Курсовая работа помогает усвоить формы|форму| организации машиностроительного | производства, а также методику расчетов основных технико|– экономических|экономичных| показателей работы участка механического|механичного| цеха.
Полученые, при выполнении|употреблении| курсовой работы навыки ,позволяют правильно ориентироваться во время подбора материалов на|с| преддипломной практике для выполнения дипломного проекта, а также в последующий практический|практичный| деятельности.
С нового листа
1. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА.
1.1 Определение годового фонда времени работы одного рабочего и
единицы оборудования.
Годовой эффективный фонд времени работы одного рабочего
Фэф= (Драб*Тсм -7) – Чотп – Чпр, час. (1)
где Драб – рабочие дни в плановом году, принимаем 247
Тчас - продолжительность смены, 8час
7 – сокращенное время в предпраздничные дни, 7час.
Чотп – количсество часов очередного отпуска в году, 30 дн *8 час=240 час.
Чпр – количество часов отсутствия по болезни, учебе и пр.принимаем 10*8час.=80 час.
Фэф.=
Годовой эффективный фонд времени работы единицы оборудования
Фэф = S. (Д р . q – Д пп . tп) . (1 –  ), час. (1)
), час. (1)
где S – количество смен |смены| в сутках – 2
Д р – количество рабочих дней в периоде, который планируется, – 247
q – длительность рабочей смены, час.| – 8
Д пп – количество предпраздничных дней в периоде, который планируется, – 5
tп – количество часов, на которые в предпраздничный день сокращается рабочая смена, час. – 1
а – расходы от номинального фонда времени из-за невыхода на работу работника или простоя оборудование в плановом периоде:
для оборудования – 12%
Фэф.об = 2. (247 . 8 – 5 . 1) . (1 –  ) = час.
) = час.
Принято Фэф.р = час. Фэф.об = час
1.2. Определение количества параллельно занятых рабочих мест.
1.2.1. Определение размеров операционной партии и периодичности выпуска деталей.
Размер операционной партии деталей
 , шт. (2)
, шт. (2)
где N – годовая программа выпуска деталей, шт., –
t – необходим запас|припас| деталей, дней, –
Д р – количество рабочих дней в периоде, который запланирован, дней – 247
n = шт.
Принято n сут = 1892 шт.
Полученный размер операционной партии корректируется|корректирующий| так, чтобы он был кратным программе выпуска детали.
Коэффициент корректировки
 (3)
(3)
Скорректированный размер партии
 шт.
шт.
Среднесуточный выпуск деталей
Принята n= шт
Периодичность выпуска партии (ритм выпуска)
 , сут (4)
, сут (4)
Принято R=5| суток
1.2.2 Определение средней продолжительности обработки одной
детали в течение суток|в течение суток|
 , мин|. (5)
, мин|. (5)
где S-| количество смен |смены| в сутках при установленном режиме работы – 2
q-| длительность смены |смены| в часах – 8
n сут – среднесуточный выпуск деталей, шт, –
tдет=
1.2.3 Корректировка штучно- калькуляционного времени по операциям технологического процесса .
Штучно- калькуляционное время по операциям
 , |м (6)
, |м (6)
где Тшт.к – штучное время на і-той операции, мин.
Тпз – подготовительно заключительное время на і-той операции
Nкор – скорректирован размер операціоної партии, шт.
Результаты расчетов по формуле 6 оформленны в таблице 1
Таблица 1 – Штучно- калькуляционное время по операциям
| Наименование операции | Тшт, хв | Тпз, хв |  , хв , хв
| Тшк хв |
| 1,75 | 
| 1,76 | ||
| Итого | ||||
1.2.4 Определение числа рабочих мест, занятых выполнением каждой операции
Получененная величина Тшк по каждой операции сравнивается со средней продолжительностью обработки одной детали.
Результаты расчетов оформлены в таблице 2
Таблица 2 - Число рабочих мест параллельно занятых выполнением каждой
операции
| Наименование операции | Тшки, хв | T1дет, хв | Расчетные рабочие места | Принято Q |
| 1.76 | 2,54 | 0,69 | ||
| 0.874 | 2.54 | 0,34 | ||
| 1.597 | 2.53 | 0,63 | ||
| 1.536 | 2.53 | 0,6 | ||
| 0.476 | 2.53 | 0,19 | ||
| 1.47 | 2.53 | 0,58 | ||
| 0.409 | 2.53 | 0,16 | ||
| Итого | 8.14 | 17.71 | 3,19 |
1.3 Определение длительности производственного цикла
Длительность производственного цикла
 (7)
(7)
где nкор – скорректирован размер партии деталей, шт, – 1900
Кпер – коэффициент перехода от длительности цикла –
 (8)
(8)
где Дк – количество календарных дней – 365
Др – количество рабочих дней – 247
Кпер =
S – количество смен |смены| работы в сутках при установленном режиме труда -2
q – длительность рабочей смены, час.| – 8
Квн – коэффициент выполнения норм –
Тшк – штучно- калькуляционное время на і-той операции, мин.
Qі – число рабочих мест параллельно занятых выполнением одной операции
К – количество операций в технологическом процессе – 7
Тмо – пределов операционное время, хв. – 0,2
Принимаем Тц= дней на партию.
1.4 Определение нормативных величин заделов
Цикличный задел
Зц=тц · nд, шт. (9)
Зц= = шт
Страховой задел для каждой операции
 , шт. (10)
, шт. (10)
где Т – время, необходимое для устранения сбоя, который|какой| возникает в работе оборудования на каждой операции, 0,4| –
Тшти – штучное время , затраченное|израсходовал| при обработке детали, мин|.
Зстр005= = шт.
Зстр010 = шт.
Зстр015= = шт.
Зстр020= шт.
Зстр025= шт.
Зстр030 шт.
Зстр035 шт.
Суммарный страховой задел
 , шт. (11)
, шт. (11)
Зстр= | шт.
Общецеховой задел
Зцех=Зц + Зстр , шт (12)
Зцех = = шт.
1.5 Определение программы запуска деталей в производство
Для детали « » программа выпуска N=| шт. В производство запускается больше, ||.
Программа запуска
Nзап=N·Кнп·Кбр=N·(  )·Кбр, шт. (13)
)·Кбр, шт. (13)
где N – программа выпуска деталей, шт., –
Кнп – коэффициент, учитывает изменения незавершенного производства -
Кбр – коэффициент, который учитывает измену объема по нехватке, – 1,03
Зцех – общецеховой задел, шт., –
Nзап
Принято Nзап= шт
1.6 Определение потребности в оборудовании и его загрузки
Необходимое количество технологического оборудования по каждой операции
 , шт. (14)
, шт. (14)
где Тшкi - | на обработку детали по данной операции, мин|.
Nзап – программа запуска деталей в производство, шт., –
Фэф.об – эффективное время работы оборудования, час –
Квн – коэффициент выполнения норм –
Коэффициент загрузки оборудования по каждой операции
 (15)
(15)
где Срі – расчетное количество оборудования по каждой операции
Спрі – принято количество оборудования по каждой операции
Средний коэффициент загрузки оборудования по основной детали
 (16)
(16)
где  - расчетное количество станков разного типа по операциям
- расчетное количество станков разного типа по операциям
 - принято количество станков разного|различного| типа по операциям
- принято количество станков разного|различного| типа по операциям
Итоги расчетов за формулами 14-16 оформлены в таблице 3
Таблица 3 - Количество технологического оборудования и его загрузка
| Наименование операции | Ср, ед.оборудования | Спр, ед.оборуд. | Кзи | Кзуч |
|
| ||||
| Всего |
1.6.1 Определение догрузки оборудования
Количество оборудования полученное расчетным путем недостаточно для создания самостоятельного участка и его нормальной загрузки, поэтому|оттого| не обходимо решить вопрос о догрузке оборудования в условиях крупносерийного| производства.
Догрузка рассчитывается, когда коэффициент загрузки на основную деталь Кз<0,85. Догрузка осуществляется деталями подобным по конструктивными и технологическими признаками с основной деталью и отличается от нее только некоторыми конструктивными особенностями, массой и годовой программой выпуска.
Объем догрузки по каждой операции(по каждому виду оборудования)
Qдзі=(0,90- 0,95) ·Фэф.об.·Квн - (Тшки/Спр) ·Nзап, н.мин (17)
где Фэф.об – эффективный фонд времени обор., год –
Квн – коэффициент выполнения норм –
Тшк – время на обработку детали по каждой операции, мин.
Спр – количество оборудования по каждой операции, ед.об.
Nзап – программа запуска деталей, шт. –
Qдз005 =
Qдз010=
Qдз015=
Qдз020=
Qдз025=
Qдз030=
Qдз035=
Коэффициент загрузки оборудования с учетом дозагрузки
 (18)
(18)
где  - сумма коэффициентов загрузки оборудования с учетом дозагрузки
- сумма коэффициентов загрузки оборудования с учетом дозагрузки
 - принятое количество станков всех типов по всем операциям технологического процесса, ед.об.
- принятое количество станков всех типов по всем операциям технологического процесса, ед.об.
Итоги расчетов вносим в таблицу 4
Таблица 4 - Дозагрузка технологического оборудования
| № операции | Спи, од.об | Qдз.прі, н.мин. | Кз·спр | Кз.уч. |
|
| ||||
| Вместе |
Догрузка участка Qдз.пр = н.-час
График дозарузки оборудования представлен на следующей странице
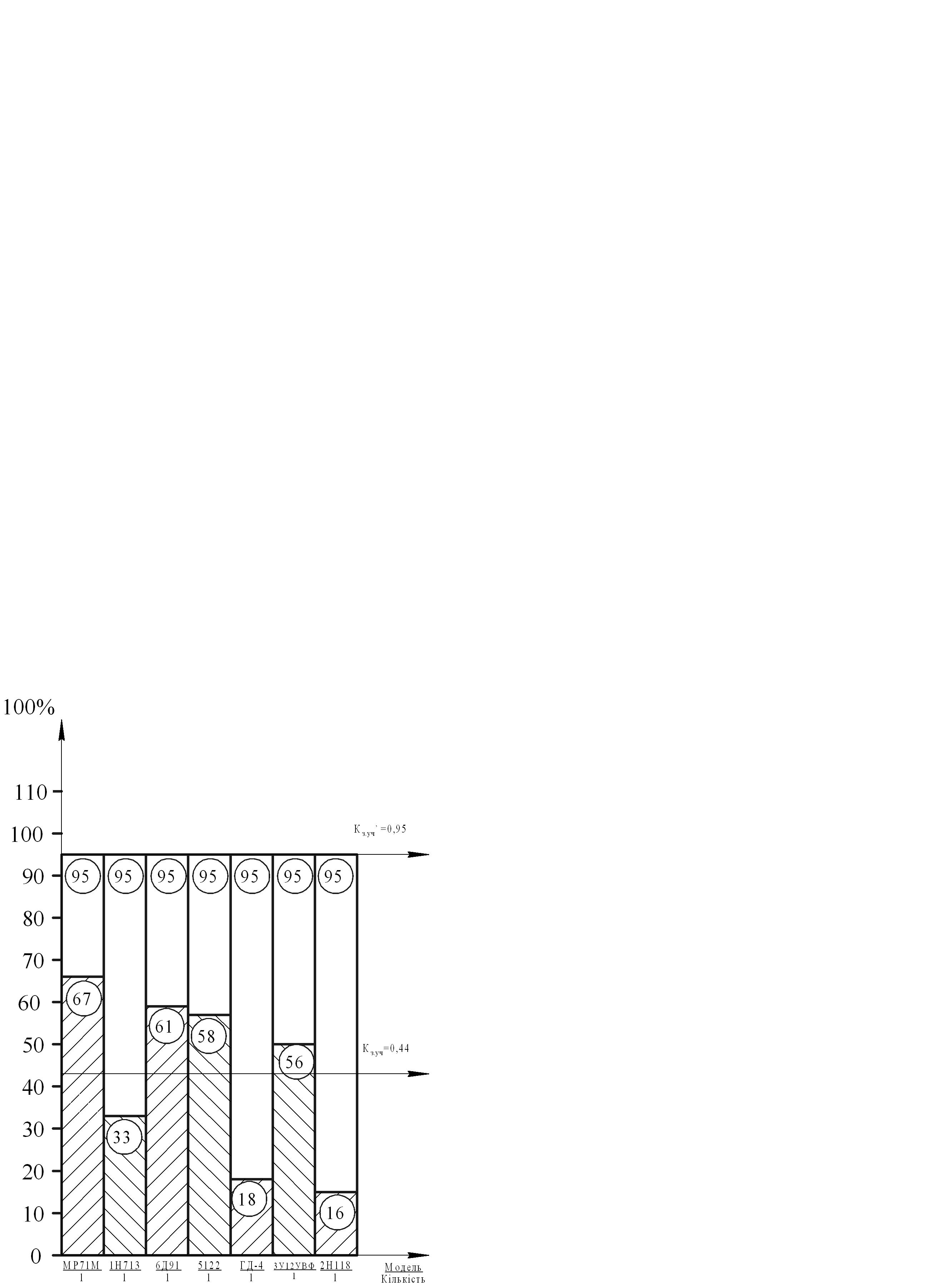
Таблица 5 - Отчетная ведомость оборудования участка
| Наименование оборудования
| Модель станка
| Габариты, мм
| количество
| Мощность эл.двиг., кВт
| |
| 1станка. | Всех станков. | ||||
1.7 Определение численности работающих|трудится| на участке.
Численность основных производственных работников по каждой операции
 ,чел|. (19)
,чел|. (19)
где Тшк – время на обработку детали по каждой операции, мин.
Nзап – программа запуска деталей, шт., –
Qдзі - объем догрузки по каждой операции, н.мин
Спр – принято количество оборудования по каждой операции, ед.об.
Фэф.р. – эффективный фонд времени труда одного работника, час –
Квн – коэффициент выполнения норм –
Кмн – коэффициент многостаночного обслуживания -1
Итоги расчетов по формуле 19 оформленны в таблице 6
Таблица 6 - Численность основных производственных работников
| № операции | Расчет численности Чпр, чел | Принята численность работающих |
| Всего |
Общая численность работающих|трудится| на участке (укрупненно)
 , чел|. (20)
, чел|. (20)
где ? - % численности основных производственных работников, которые составляют|сдают| % от общей численности работающих|трудится| на участке.
Чобщ = =чел|.
Принято Чобщ.= чел.
Таблица 7 - Распределение|деление| общей численности работающих|трудится| на участке
| Наименование профессий рабочих | 1 изменение | 2 изменение |
| 1.Работники станочники | ||
| 2.Дежурный электрик | ||
| 3.Мастер | ||
| 4.Контролер ОТК | ||
| 5.Младший обслуживающий персонал | ||
| Всего |
1.8 Определение площади участка
Общая площадь участка включает у себя производственную площадь, площадь конторских и бытовых помещений, а также учитывается площадь которую|какую| занимают проходы и проезды.
Производственная площадь промышленного участка
 , м2 (21)
, м2 (21)
где f – удельная площадь, то есть площадь, которая|какая| приходится в среднем на один станок вместе с организационной оснасткой и проходами
Спр – принято количество станков каждой модели (по каждой операции), од.об.
Sвир= м2
Sпоб= З·[Чзаг – (Итп+контролер)]+6·(Итп+контролер), м2 (22)
где Чзаг – общее количество работников – 20
Sпоб= м2
Общая площадь участка
Sуч=Sвир+Sпоб, м2
Sуч.=
2. ЭКОНОМИКА ПРОИЗВОДСТВА с нового листа
2.1 Определение прямых расходов
2.1.1 Определение расходов на основные материалы
Вмдет=(mз ·цз - mвідх·цвідх)·(1+Ктзв), руб. (24)
где mз – масса заготовки, кг, –
цз – цена одного килограмму материала заготовки, руб., –
mвідх – масса отходов которые реализуются, кг –
цвідх – цена одного килограмму отходов, руб, –
Ктзв – коэффициент, учитывающий транспортно -заготовительные
расходы –
Вмдет = руб.
Таблица 8 - Ведомость|ведомость| расходов на основные материалы
| Полное наименование детали | « |
| Годовая программа выпуска, шт | |
| Сведения о заготовке|заготовках| Марка материала Вид заготовки | |
| Масса заготовки|заготовок|, кг Одной детали Годовой программы | |
| Стоимость материала заготовки|заготовок|, руб. Одной детали Годовой программы | |
| Масса отходов которые|какие| реализуются, кг Одной детали Годовой программы | |
| Стоимость отходов, которые|какие| реализуются, руб. Одной детали Годовой программы | |
| Стоимость основных материалов, руб. Одной детали Годовой программы |
2.1.2 Определение расценок на операции технологического процесса
Расценка на выполнение операций технологического процесса для серийного производства.
 , руб. (25)
, руб. (25)
гдеt час – погодинна тарифная ставка, соответствующая размеру работ, которые выполняются, руб.
Тшки – искусственно калькуляционное время на і-той операции, мин.
Кбо – коэффициент многостаночного обслуживания –
Итоги расчетов по формуле 25 оформленные в таблице 9
Таблица 9 - Ведомость расценок по каждой операции технологического
процессу во время изготовления детали « »
| Наименование профессии | Разряд работ | Час тарифная ставка т час, руб | Норма времени Тшки, руб | Расчет расценок Ри | Принята расценка Р1 |
|
| |||||
| всего |
2.1.3 Определение заработной платы основных производственных рабочих
Основная заработная плата основных производственных рабочих при изготовлении единицы продукции
Зпосн = Р1 · 1, руб. (26)
где Р1 – суммарная принятая расценка, ., –
Зпосн =
Заработная плата дополнительна – %
Зпдот = % · Зпосн , руб (27)
Зпдот = руб.
2.1.4 Определение фонда оплаты труда основных работников и суммы начислений на заработную плату.
Фонд оплаты труда, который приходится на одну деталь
Фоп= Зпосн + Зпдот, руб. (28)
ФОТ = руб|
Начисление на фонд заработной платы – 39,55%
Отч=39,55% · ФОТ, руб. (29)
Отч= руб.
2.2 Определение цеховой, заводской и полной себестоимости детали
2.2.1 Определение цеховых расходов
Расходы на содержание|иждивение| и эксплуатацию оборудования, которое приходится на одну деталь, – %
Вуео= %ВУЕО · Зпосн, руб. (30)
Вуео= руб.|
В общецеховые расходы, которые приходятся на одну деталь, – %
Зобщ= %общ · Зпосн, руб. (31)
Зцв= руб|
Цеховые расходы
Цр=вуео+зцв, руб. (32)
Цв= руб|
2.2.2 Определение в общепроизводственных (общезаводских) расходов
В общепроизводственные расходы – %
Звв=%звв · Зпосн, руб. (33)
Звв= руб.|
Цеховая себестоимость одной детали
Сц=вмдет+фоп+Отч+цв, руб. (34)
Сц=
Производственная себестоимость одной детали
Спр=сц +ЗВВ , ру. (35)
Свир= руб
Внепроизводственные (коммерческие) расходы – %
Пвв= %ПВВ · Спр,руб. (36)
Пвв=
Полная себестоимость одной детали
Спов= Спр+пвв, руб. (37)
Спов= руб
Полная себестоимость годового выпуска деталей
CN= Спол · N, руб (38)
CN= руб
2.3 Калькуляция себестоимости детали
Калькуляция себестоимости прилагается |додает| на отдельном листе
2.4 Определение отпускной цены детали
Прибыль плановая – %
Прпл.= Н %Прпл. · Спол , руб. (39)
Прпл.=
Калькуляция себестоимости детали « »
| Статьи расходов | Сумма, руб |
| 1.Основные материалы (за вычетом отходов) 2.Основная заработная плата основных производственных рабочих 3.Дополнительная заработная плата основных производственных рабочих 4.Отчисления в социальные фонды 5.Расходы на содержание|иждивение| и эксплуатацию оборудования 6.В общецецеховые расходы | |
| Итого : цеховая себестоимость 7.В общепроизводственные расходы | |
| Итого : производственная себестоимость 8.Внепроизводственные расходы | |
| Всего : полная себестоимость |
Оптовая цена детали
Цопт= Спол+прпл., руб. (40)
Цопт=
Налог на добавленную стоимость – %
НДС = %ПДВ · Цопт, руб. (41)
Пдв= |
Отпускная цена детали
Цотп=цопт+пдв, руб. (42)
Цотп=
3.ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ РАБОТЫ
Технико-экономические показатели работы участка по|с| производству
детали « »
| Показатели | Единицы измерения | Значение показателей |
| 1.Годовая программа выпуска | шт. | |
| 2.Численность работающих на участке | чел. | |
| 3.Общая площадь участка | м2 | |
| 4.Трудоемкость изготовления одной детали | мин. | |
| 5.Действительный годовой фонд времени работы единицы оборудования | час | |
| 6.Действительный годовой фонд времени работы одного работника | гчас | |
| 7.Количество производственного оборудования | ед | |
| 8.Коефициент загрузки оборудования | ||
| 9.Коефициент загрузки оборудования с учетом догрузки | ||
| 10.Полная себестоимость одной детали | руб | |
| 11.Полная себестоимость годового выпуска деталей | руб | |
| 12.Рентабельность | % | |
| 13.Оптовая цена детали | руб | |
| 14.Налог на добавленную стоимость | руб | |
| 15.Отпускная цена одной детали | руб |
ЛИТЕРАТУРА с нового листа
1. Методические указания по выполнению курсовой работы, Кпт,1998
2. Нефедов н.А. Дипломное проектирование в машиностроительных|
техникумах – М., «Высшая школа», 1986
3. Справочник технолога-машиностроителя под редакцией Косиловой
А.Г., том 2 – М., «Машиностроение», 1985
4. Экономика, организация и планирование производства, под редакцией
Коростелевой Е.. – М., «Высшая школа»,1984|
.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|