- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Таблица 7 Маршрутная карта изготовления разделочной доски
Таблица 7 Маршрутная карта изготовления разделочной доски
| № п/п | Последовательность выполнения операций |
| Выбрать заготовку из доски или фанеры толщиной 10-12 мм. и разметить контур изделия по шаблону | |
| Выпилить контур изделия | |
| Наколоть шилом центр отверстия и высверлить отверстие | |
| Зачистить изделие, скруглить острые кромки и углы |
Технология изготовления изделия из тонколистового металла включает обычно следующие операции:
- подготовительные (выбор металлических заготовок, их правка и разметка);
- обрабатывающие (резание, гибка, обработка отверстий);
- сборочные (соединение деталей изделия вальцевым швом или заклёпкой);
- отделочные (зачистка поверхностей деталей, лакирование или окрашивание).
Заготовка из тонколистового металла должна иметь припуски на обработку, так как невозможно найти заготовку, точно соответствующую размерам готовой детали. Припуски позволяют исправлять неточности операций разметки или резания детали. Однако припуски не должны быть большими, поскольку металл, идущий на припуски при обработке заготовки, превращается в отходы. Например, если изделие из жести имеет размер 150 х 190 мм, то для её изготовления следует взять заготовку размерами от 155 х 195 до 158 х 198 мм (рис. 101), т. е. припуск должен составлять 5...8 мм.
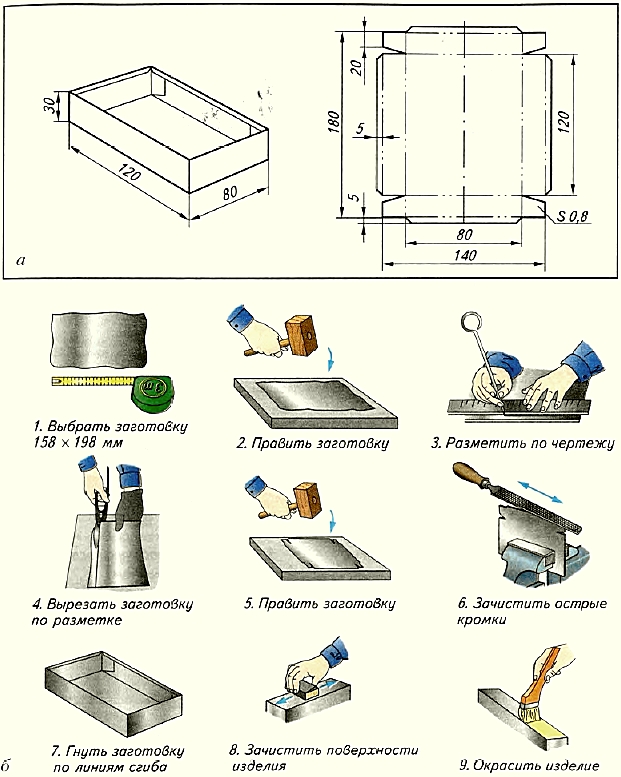
Рис. 101. Изготовление коробки для мелких деталей: а — чертёж; 6 — технологический процесс (1—9)
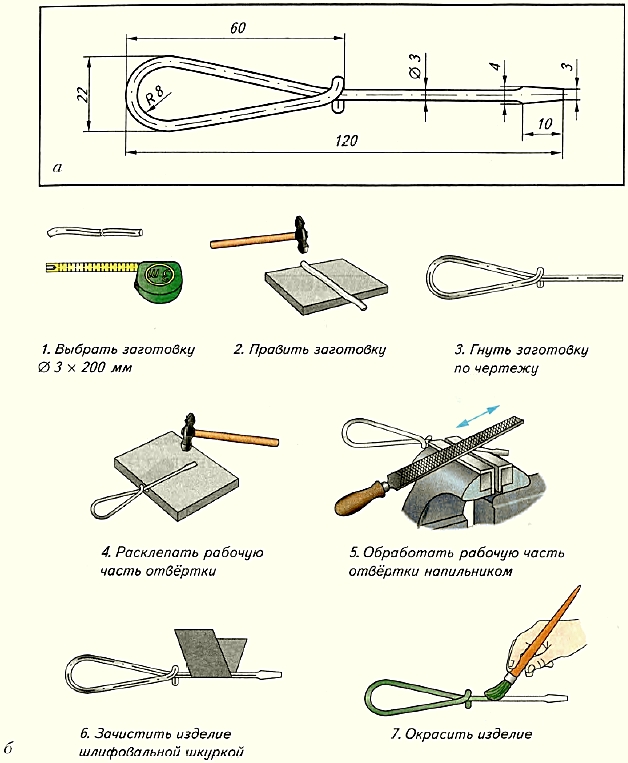
При изготовлении изделия из проволоки (рис. 102) сначала выбирают и размечают заготовки деталей, из которых оно состоит. Затем заготовки разрезают и гнут в соответствии с чертежом. Полученные детали зачищают, соединяют друг с другом в готовое изделие, которое затем лакируют или окрашивают.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|