- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Основные элементы
Урок №19
Тема урока: Измерения и контроль геометрических величин
Контроль заключается в сопоставлении действительных значений геометрических параметров со значениями, определяемыми техническими требованиями к изделию. Он осуществляется методом измерений, т.е. с выражением параметра в числовой форме, либо сравнением его с мерой или измерительными поверхностями приборов, настроенных по мере.
Объектами контроля являются: исходные материалы, заготовки, детали, сборочные единицы и готовые изделия на разных стадиях изготовления, приемки и испытания.
Контролируемые параметры:
линейные размеры – длины, высоты, глубины, зазоры, расстояния, диаметры и т.п.
• угловые размеры – углы между плоскостями, осями, плоскостями и горизонтальной плоскостью, конусов и т.д.
• геометрические параметры сложных поверхностей – расположение точек или участков относительно заданных баз и друг друга;
• геометрические характеристики зубчатых и червячных зацеплений, резьбовых, шлицевых и шпоночных соединений;
• отклонение формы и расположения поверхностей – от цилиндричности, плоскостности, параллельности, перпендикулярности и т.п.
Существуют следующие методы контроля геометрических параметров:
• непосредственной оценки – значение параметра определяется непосредственно по отсчетному устройству прибора;
• сравнения – значение размера определяется сравнением с величиной, воспроизводимой мерой;
• контактный – проведение замеров концевыми и штриховыми мерами, калибрами, шаблонами, измерительными приборами с твердыми измерительными поверхностями;
бесконтактный – проведение контроля оптическими методами: фотометрией, дифракцией, интерферометрией, проекцией и т.п.; лазерными, голографическими, радиоволновыми, акустическими.
Значения геометрических параметров изделий задают при их проектировании, как правило, в числовой форме и проставляют на чертежах или хранят в кодированном виде в памяти ЭВМ.
В процессе изготовления изделий необходимо контролировать соответствие действительного значения этих параметров значениям, установленным в технической документации. Большинство геометрических параметров представляет собой числовые значения линейных и угловых величин или оценивается через них. Эти числовые значения называются размерами, а процесс их контроля – размерным контролем.
Таким образом, целью размерного контроля является сопоставление действительных геометрических параметров изделий, выраженных через размеры, со значениями этих параметров, которые определены при проектировании изделия.
Размерный контроль завершается определением годности изделия или выдачей сигнала управления, который используют для отбраковки или управления технологическим процессом.
Если в процессе контроля значение размера выражают в числовом виде, то сто называют измерением. Определение числового значения размера проводят с помощью мер и измерительных приборов.
Для измерений применяют концевые и штриховые меры.
Концевые меры выполнены в виде плоскопараллельных пластин, пластинок (для щупов), призматических тел (для угловых мер). Каждая такая мера соответствует одному определенному значению размера. На практике используют наборы мер, позволяющие составить любой линейный или угловой размер.
набор концевых мер предназначен для поверки средств измерения, контрольных калибров, настройки приборов измерения линейных размеров, а также для контрольно-поверочных работ в измерительных лабораториях.
Штриховые меры(линейки, рулетки, угломеры и др.) имеют шкалы с нанесенными на них делениями, соответствующими определенным единицам измерения.
Размер определяют совмещением измерительных поверхностей концевой меры с поверхностями изделия, составляющими контролируемый размер, или наложением штриховой меры на изделие. Специальные меры (калибры, шаблоны, угольники и др.) воспроизводят одно значение размеров или несколько и предназначены в основном для контроля годности изделия без определения численного значения размера. Чаще всего измерения осуществляют с помощью измерительных приборов.
Измерительные приборы– это средства измерения, предназначенные для выработки численного показания размера или сигнала измерительной информации, доступного для непосредственного восприятия наблюдателем. Поверхности, образующие размер, совмещают с измерительными поверхностями приборов или визирными марками окуляров. Перемещение измерительных поверхностей или марок в процессе совмещения скоординировано с относительным перемещением указателя и отчетной шкалы либо с перемещением активного элемента преобразователя. При этом если действительное значение размера считывается по шкале или на экране цифрового прибора, то измерение проводится по методу непосредственной оценки.
Измерительные поверхности приборов можно настраивать с помощью мер на определенный размер, с которым сравнивается контролируемый геометрический параметр. По этой схеме проводят контроль методом сравнения.
Существуют бесконтактные методы контроля, использующие регистрацию параметров оптического, радиоволнового и акустического излучений, реагирующих на расстояние между измеряемыми поверхностями. Преимущества бесконтактных методов: возможность проведения измерений непосредственно в процессе обработки, без внесения отрицательных возмущений в него, и управления качеством обработки; более высокая точность замеров.
ЗАДАНИЕ К УРОКУ №19
Ответить на следующие вопросы и отправить ответы в ЦОПП.
1. Назовите контролируемые параметры.
2. Что необходимо контролировать в процессе изготовления изделий?
3. Что такое измерительные приборы?
4. Что такоештриховые меры?
5. Каквыполненыконцевые меры ?
Урок №20
Тема урока: практическая работа №7 «Измерение штангенциркулем»
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
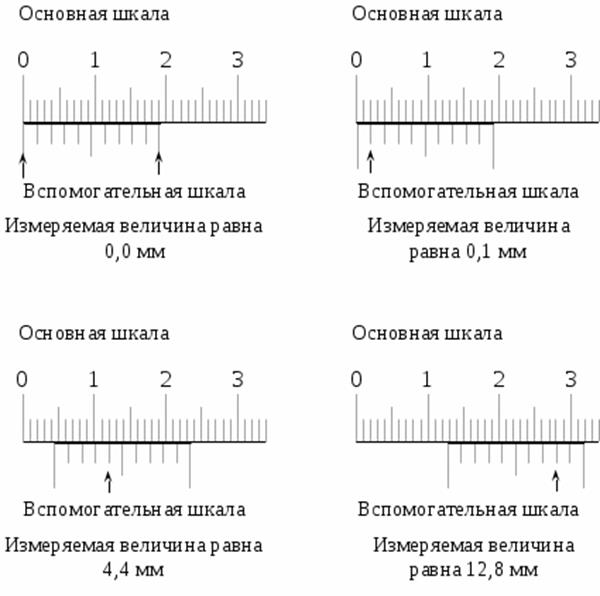
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
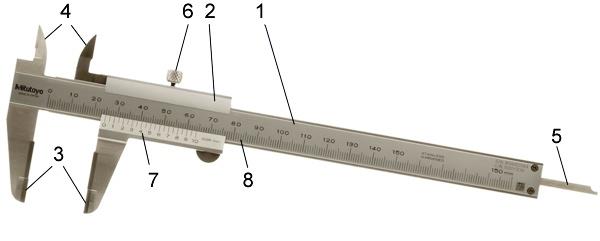
Основные элементы
1.Штанга.
2.Рамка.
3.Губки для наружных измерений.
4.Губки для внутренних измерений.
5.Линейка глубиномера.
6.Стопорный винт для фиксации рамки.
7.Шкала нониуса. Служит для отсчета долей миллиметров.
8.Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|