- Автоматизация
- Антропология
- Археология
- Архитектура
- Биология
- Ботаника
- Бухгалтерия
- Военная наука
- Генетика
- География
- Геология
- Демография
- Деревообработка
- Журналистика
- Зоология
- Изобретательство
- Информатика
- Искусство
- История
- Кинематография
- Компьютеризация
- Косметика
- Кулинария
- Культура
- Лексикология
- Лингвистика
- Литература
- Логика
- Маркетинг
- Математика
- Материаловедение
- Медицина
- Менеджмент
- Металлургия
- Метрология
- Механика
- Музыка
- Науковедение
- Образование
- Охрана Труда
- Педагогика
- Полиграфия
- Политология
- Право
- Предпринимательство
- Приборостроение
- Программирование
- Производство
- Промышленность
- Психология
- Радиосвязь
- Религия
- Риторика
- Социология
- Спорт
- Стандартизация
- Статистика
- Строительство
- Технологии
- Торговля
- Транспорт
- Фармакология
- Физика
- Физиология
- Философия
- Финансы
- Химия
- Хозяйство
- Черчение
- Экология
- Экономика
- Электроника
- Электротехника
- Энергетика
Задание на ДО 26.11.20: конспект, подготовить устный рассказ.Ответ27.11.20
Задание на ДО 26.11.20: конспект, подготовить устный рассказ.Ответ27.11.20
Тема: Автоматическая сварка под слоем флюса
1.Сущность процесса сварки под флюсом
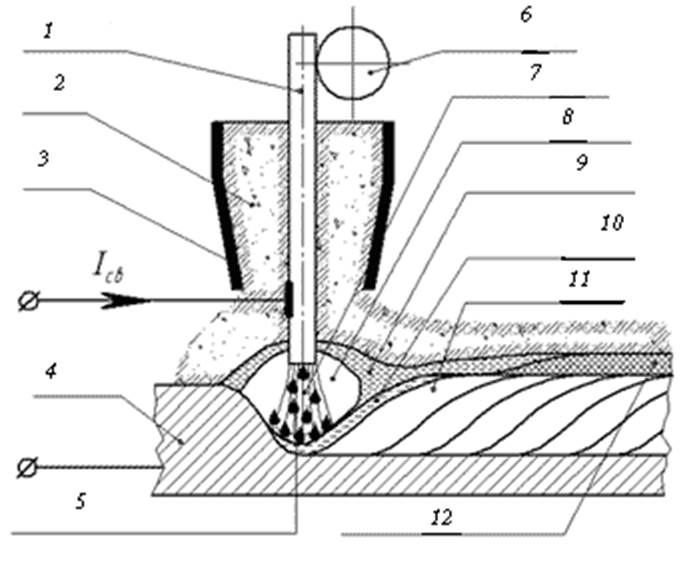
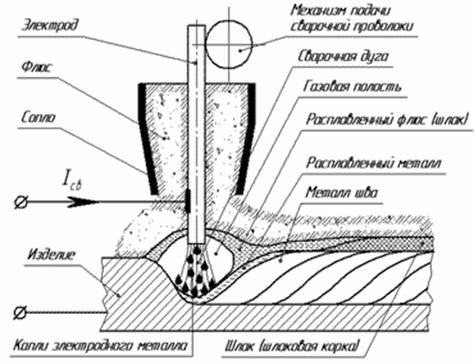
Условное обозначение процесса "Дуговая сварка под флюсом проволочным электродом" по ГОСТ Р ИСО 4063-2010 (121). При этом способе сварки электрическая дуга горит под зернистым сыпучим материалом, называемым сварочным флюсом. Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Газовая полость ограничена в верхней части оболочкой расплавленного флюса. Расплавленный флюс, окружая газовую полость, защищает дугу и расплавленный металл в зоне сварки от вредного воздействия окружающей среды, осуществляет металлургическую обработку металла в сварочной ванне. По мере удаления сварочной дуги расплавленный флюс, прореагировавший с расплавленным металлом, затвердевает, образуя на шве шлаковую корку. После прекращения процесса сварки и охлаждения металла шлаковая корка легко отделяется от металла шва. Не израсходованная часть флюса специальным пневматическим устройством собирается во флюсоаппарат и используется в дальнейшем при сварке.
2. Схема процесса сварки под флюсом
3. Достоинства способа:
- Повышенная производительность;
- Минимальные потери электродного металла (не более 2%);
- Отсутствие брызг;
- Максимально надёжная защита зоны сварки;
- Минимальная чувствительность к образованию оксидов;
- Мелкочешуйчатая поверхность металла шва в связи с высокой стабильностью процесса горения дуги;
- Не требуется защитных приспособлений от светового излучения, поскольку дуга горит под слоем флюса;
- Низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва;
- Малые затраты на подготовку кадров;
4.Недостатки способа:
- Трудозатраты с производством, хранением и подготовкой сварочных флюсов;
- Трудности корректировки положения дуги относительно кромок свариваемого изделия;
- Нет возможности выполнять сварку во всех пространственных положениях без специального оборудования, чаще всего сварка только в нижнем положении
5.Области применения:
- Сварка в цеховых и монтажных условиях швов средней и большой длины
- Сварка металлов от 1,5 до 150 мм и более;
- Сварка всех металлов и сплавов, разнородных металлов.
|
|
|
© helpiks.su При использовании или копировании материалов прямая ссылка на сайт обязательна.
|